武漢可為承接全國激光焊接加工
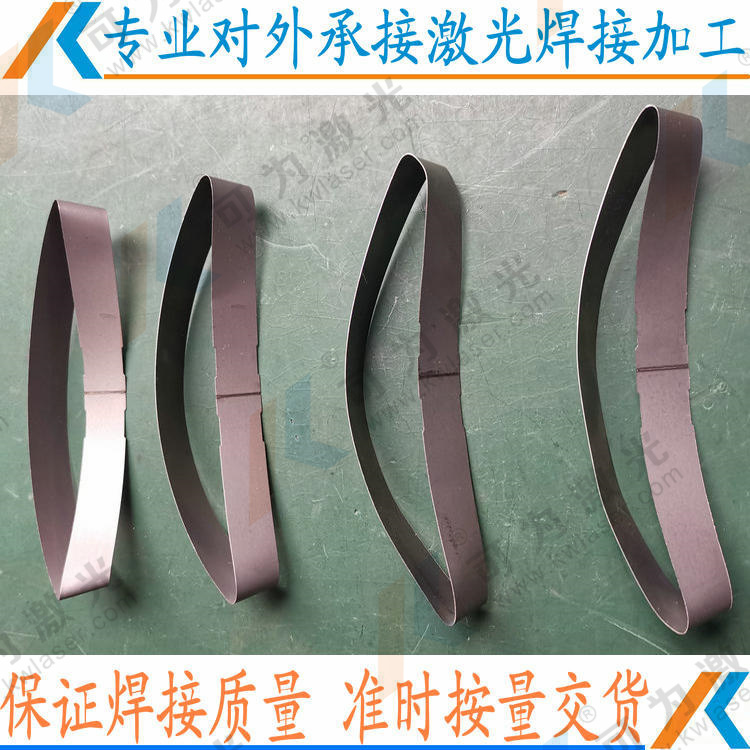
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強(qiáng)度
焊接工藝:連續(xù)自動(dòng)激光焊接加工
焊接設(shè)備:多臺(tái)四維自動(dòng)激光焊接機(jī),手持激光焊接設(shè)備
打樣報(bào)價(jià):2個(gè)樣板之內(nèi),免費(fèi)打樣報(bào)價(jià)格
交期服務(wù):專人跟單,根據(jù)訂單數(shù)量3-5天交貨
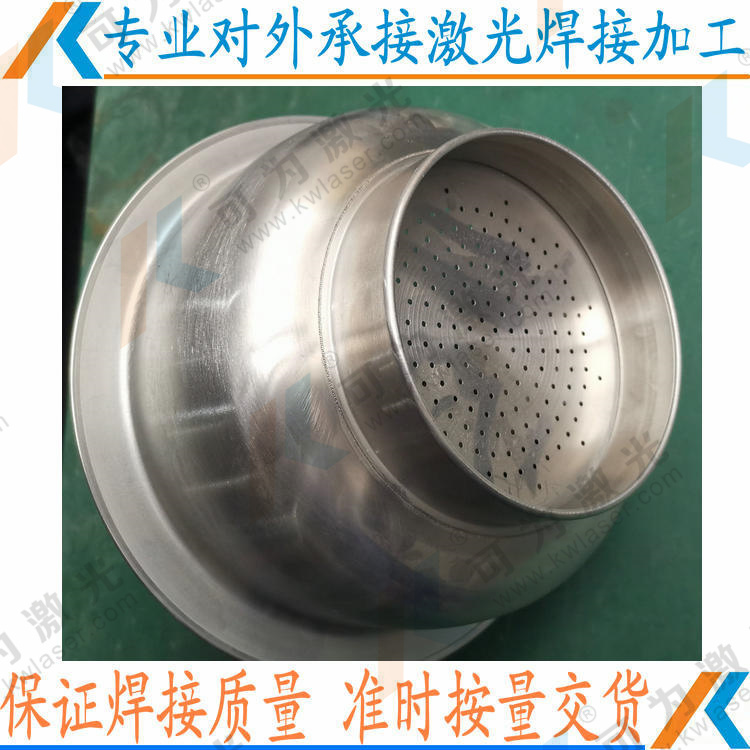
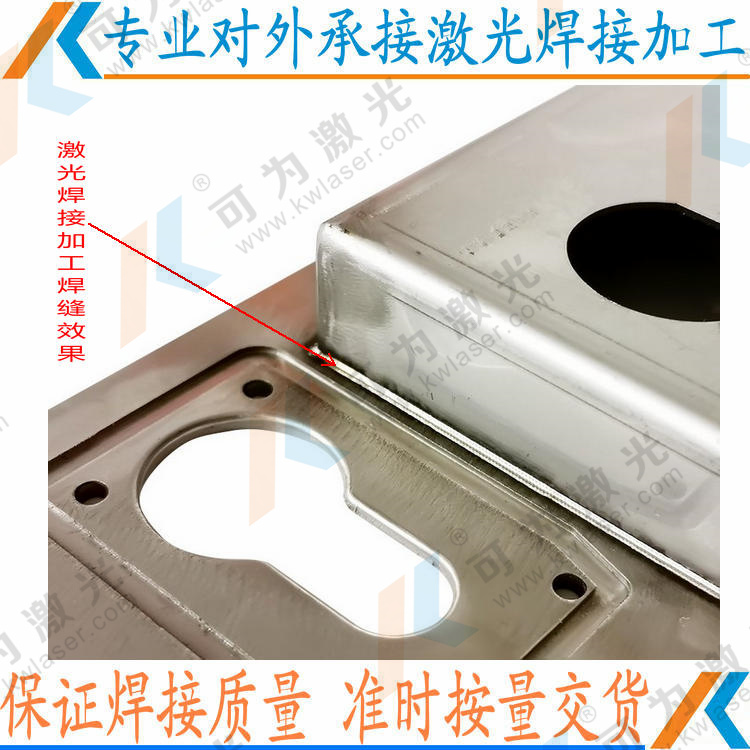
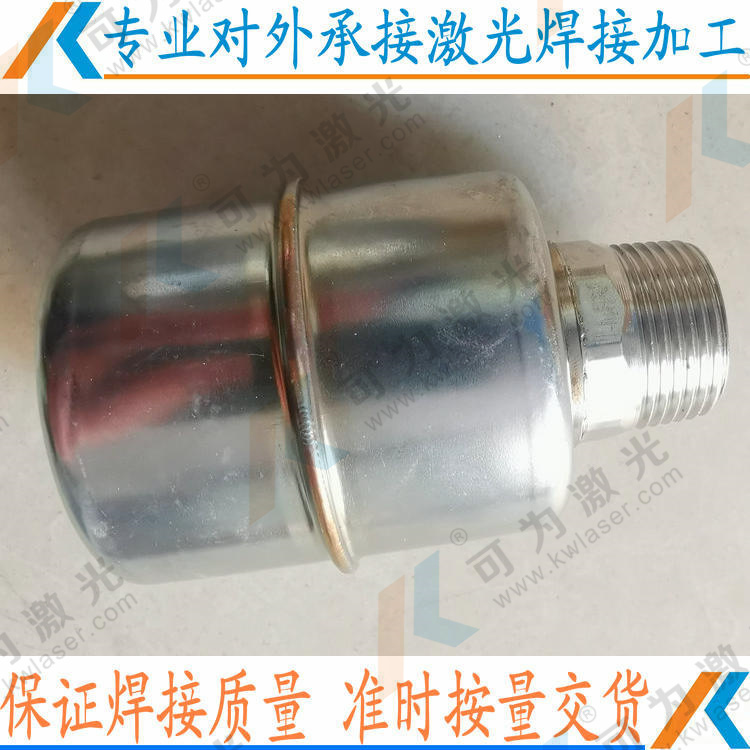
焊接品質(zhì):激光是細(xì)微局部融化焊接,焊點(diǎn)小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強(qiáng)度
武漢可為加工優(yōu)勢:多臺(tái)自主研發(fā)激光焊接機(jī),滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
各種類精密模具.鈹銅模.精致不銹鋼制品.五金配件.鐘表帶殼. 精密機(jī)械零部件.各行業(yè)金屬制品.激光焊接加工.
設(shè)備在30倍數(shù)放大鏡下作業(yè),確保.精益求精,針對.深.窄.縫.薄.細(xì).幼.微.適合高要求焊接需求.焊斑點(diǎn)0.15mm寬.發(fā)熱面小.不下陷.不變型.優(yōu)點(diǎn). 適合各行業(yè)金屬精密焊接需求,焊后表面精細(xì).結(jié)白.平整.美觀.焊完無需煩瑣處理. 不需處理或只需簡單處理工序.慳時(shí)慳工.高要求.…..

激光焊接加工精度高,生產(chǎn)速度快,表面光潔度好,外形美觀大方。因此被更多的應(yīng)用到眼鏡、五金電子、飾、衛(wèi)浴廚具等精密焊接行業(yè)。
激光焊接加工流程是將具有優(yōu)異的方向性、高亮度、高強(qiáng)度、高單色性、高相干性等特點(diǎn)的激光束至 加工工件表面區(qū)域內(nèi),激光束經(jīng)過光學(xué)系統(tǒng)聚焦后,其激光焦點(diǎn)的功率密度為104-107W/cm2,通過激光與被焊物的相互作用,在短的時(shí)間內(nèi)使被焊處形成一個(gè)能高度集中的熱源區(qū),熱能使被焊物區(qū)域熔化后冷卻結(jié)晶形成牢固的焊點(diǎn)和焊縫。

激光焊接是利用高能量的激光脈沖對材料進(jìn)行微小區(qū)域內(nèi)的局部脈沖加熱,激光弟量通過熱傳導(dǎo)向材料第部擴(kuò)散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,主要對薄壁材料、精密零件的焊接,可實(shí)現(xiàn)點(diǎn)焊、對接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區(qū)小、變形小,焊接速度快,焊縫平整、美觀,焊后無需處理或只需簡單處理,焊縫質(zhì)量高,無氣,可控制,聚焦光點(diǎn)小,精度高,易實(shí)現(xiàn)自動(dòng)化。適合于厚度在1mm以內(nèi)板材、管材的精細(xì)焊接。三維工作臺(tái)與旋轉(zhuǎn)卡盤配合,能在平面范圍內(nèi)或者圓周(和圓弧)上焊接。廣泛應(yīng)用于、電子、電池、儀表等各個(gè)行業(yè)。

鋁合金激光焊接問題二:易產(chǎn)生氣孔和熱裂紋
鋁合金激光焊接過程中會(huì)輕易產(chǎn)生氣孔和熱裂紋的情況。
對于這個(gè)問題,解決方法主要有以下幾個(gè)方面:
1、在焊接過程中調(diào)整激光功率波形,可以減少氣孔不穩(wěn)定塌陷,改變激光束照射的角度以及在焊接中施加磁場作用,也可以讓焊接時(shí)產(chǎn)生的氣孔得到有效控制。
2、在使用YAG激光器時(shí),可以通過調(diào)整脈沖波形,控制熱輸入,以減少結(jié)晶裂紋。
在20世紀(jì)70年代以前,由于高功率連續(xù)波形激光器尚未開發(fā)出來,所以研究重點(diǎn)集中在脈沖激光焊接上。早期的激光焊接研究實(shí)驗(yàn)大多數(shù)是利用紅寶石脈沖激光器。YAG激光器的焊接過程是通過焊點(diǎn)搭接而進(jìn)行的,直到1KW以上的連續(xù)功率波形激光器誕生以后,具有真正意義的激光縫焊才得以實(shí)現(xiàn)。隨著千瓦級連續(xù)CO2激光器焊接試驗(yàn)的成功,激光焊接技術(shù)在20世紀(jì)70年代初取得突破性進(jìn)展。在大厚度不銹鋼試件上進(jìn)行CO2激光焊接,形成了穿透熔深的焊縫,從而清楚的標(biāo)明了小孔的形成,而且激光焊接產(chǎn)生的深熔焊縫與電子束焊接相似。