加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
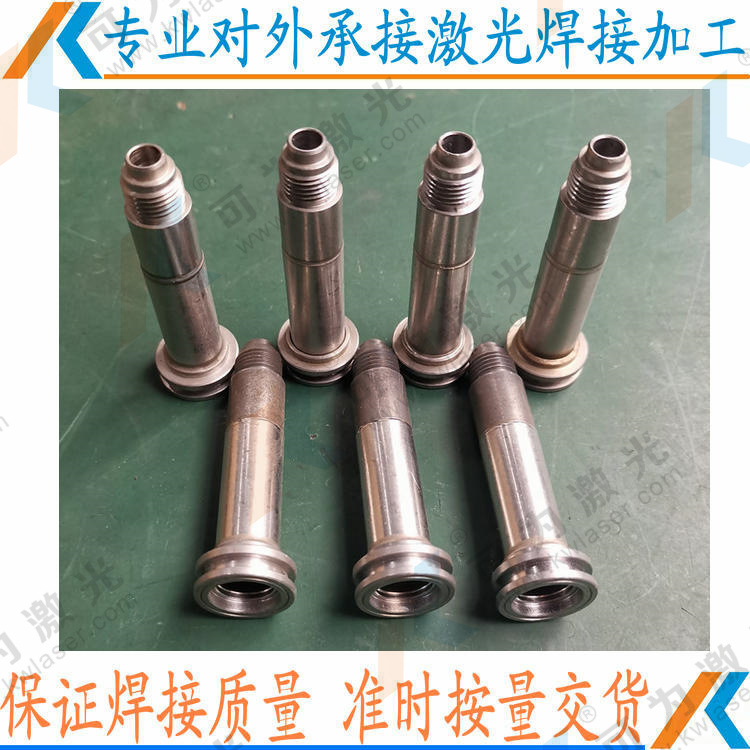
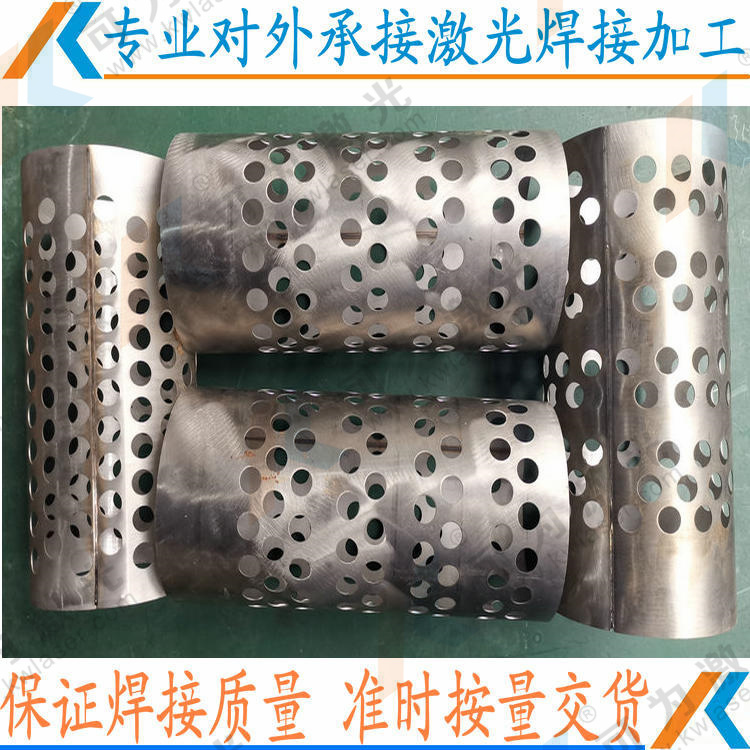
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
激光焊接加工中心,承接各種激光焊接加工服務。引進國內的激光焊接機,承接電子原器件、機械零配件、汽車摩托車各種精密零配件焊接,提供電容器焊接 超級電容器、儀器儀表激光焊接加工服務。可根據客戶的需要焊接不同的效果:點焊、線焊、疊焊、連接焊,圓周密封焊等。
激光焊接的工藝方法
1、片與片間的焊接。一般采用手動焊接和自動化焊接,其包括對焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四種工藝方法。
2、絲與絲的焊接。一般采用手動焊接和半自動焊接,其包括絲與絲對焊、交叉焊、平行搭接焊、T型焊等四種工藝方法。
3、金屬絲與塊狀元件的焊接。采用激光焊接可以成功地實現金屬絲與塊狀元件的連接,塊狀元件的尺寸可以任意。在焊接中應注意絲狀元件的幾何尺寸。
4、不同金屬的焊接。焊接不同類型的金屬要解決可焊性與可焊參數范圍,不同材料之間的激光焊接只有某些特定的材料組合才有可能。
5、塊狀物件補焊。采用激光將激光焊絲熔化沉積到基材上,一般適合模具等產品的修補。

目前在金屬焊接中出現的一些挑戰,比如工件形狀越來越復雜,焊接質量要求越來越高,而且加工的個性化需求中的量小樣多的訂單越來越多,采用機器人自動激光焊接加工系統完全能夠應對。武漢可為煹接專注激光焊接設備的研發制造,引進機器人配合激光焊接機,公司技術人員精通機械手應用,可搭配日本(川崎/松下/安川等),德國(庫卡/ABB)等多個國家機械手柄。

鋁合金激光焊接問題一:鋁合金對激光吸收率低,這個問題主要是由于鋁合金材料的問題,由于鋁合金對激光束的高初始反射率及其本身的高導熱性,使鋁合金在未熔化前對激光的吸收率很低。對于這個問題,解決方法主要有以下幾個方面:
1、對鋁合金材料進行表面預處理工藝。例如生產中常用的砂紙打磨、表面化學浸蝕、表面鍍等預處理措施。增加材料對激光的吸收率。
2、 讓光斑尺寸減小,使激光功率密度增加。
3、 改變焊接結構,使激光束在間隙中形成多次反射,便于鋁合金進行激光焊接加工。
激光脈沖波形。 激光脈沖波形在激光焊接中是一個重要問題,尤其對于薄片焊接更為重要。
當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。
聯系方式