加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
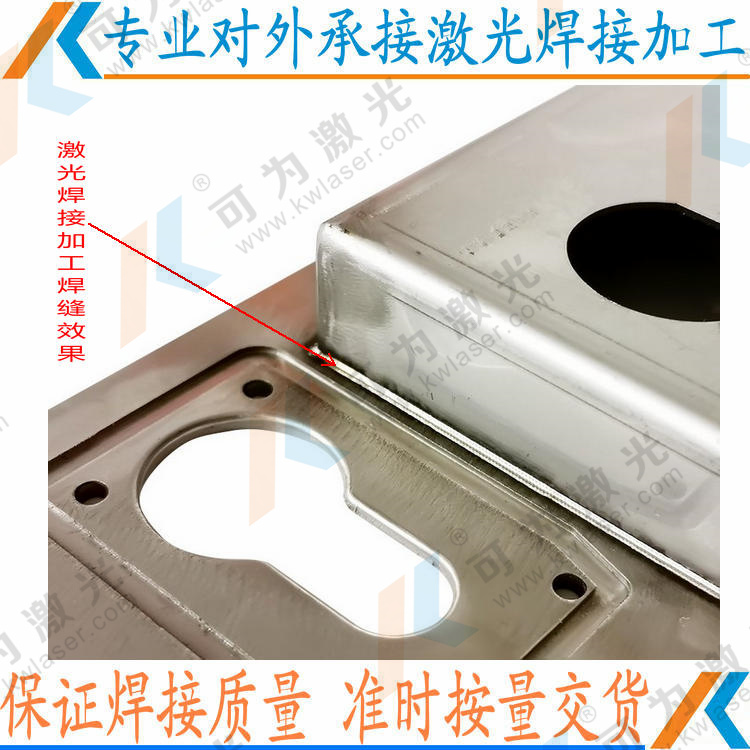
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
然而,激光焊接也存在著一定的局限性:先,激光器及其相關系統的成本較高,一次性設備投資較大。
其次,在焊接過程中,要求焊接裝配精度高,且要求光束在工件上的位置不能有顯著偏移。另外,焊接厚度比電子束焊小,焊接一些高反射率的金屬還比較困難。
焊接加工安全技術要求:
1、防止觸電:焊接時穿戴好絕緣手套、絕緣鞋或靴。檢查焊接設備接地的可靠性。不得戴潮濕手套拉電門、電閘。焊機起動后,若發現異常應先切斷電源,再作處理。焊鉗、焊、焊線都應是絕緣良好,以防與焊件短路,燒毀焊機或其它設備;
2、預防灼傷、弧傷:焊接時,應穿帆布衣褲,進行全位置焊接時,可改穿皮衣褲、戴皮袖套。進行仰焊時,戴能遮蓋頸部的工作帆布帽。腳部應用帆布或皮革制成的腳搭保護。焊接時必須戴皮手套,戴防護眼鏡。高空作業時,應防止飛濺和焊條頭下面的工作人員;
3、預防氣體、煙塵危害:在艙內作業時,應穿戴靜電防護口罩。焊接工作場所應有良好的通風設備。在船體雙層底艙內或其它容器中進行焊接時,應配置抽風機進行換氣。遵義焊接加工提醒您,焊接時產生的氣體和煙塵也是不能忽視的。

隨著激光功率的提高和輻照時間的加長,材料表層逐漸熔化,隨輸入能量增加,液-固相分界逐漸向材料深部移動。這種物理過程主要用于金屬的表面重熔、合金化、熔覆和熱導型焊接。
進一步提高功率密度和加長作用時間,材料表面不僅熔化,而且汽化,汽化吳聚集在材料表面附件并微弱的電離形成等離子體,這種稀薄等離子體有助于材料對激光的吸收。在汽化膨脹壓力下,液態表面變形,形成凹坑。這一階段可以用于激光焊接。

動力激光焊接機,主機、電源、工作臺、制冷機組分體式設計;該機融入了我公司新型聚光腔體,其光電轉換效率高,光束質量優,反射面與冷卻介質無接觸,腔體使用壽命長,更換氙燈方便且無需對光路進行調整。有PLC控制和電腦控制兩種方式選擇,該機輸出功率穩定、性能可靠、結構緊湊、外形美觀、操作方便,配有同軸、旁軸氣體保護裝置,提高焊接質量;并可選配激光切割頭,進行切割加工,以擴大加工范圍。
中國的激光焊接處于水平,具備了使用激光成形超過12平方米的復雜鈦合金構件的技術和能力,并投入多個國產航空科研項目的原型和產品制造中。 2013年10月,中國焊接獲得了焊接領域高學術獎--布魯克獎,中國激光焊接水平得到了世界的肯定。
聯系方式





















