品牌 可為
產(chǎn)地 湖北
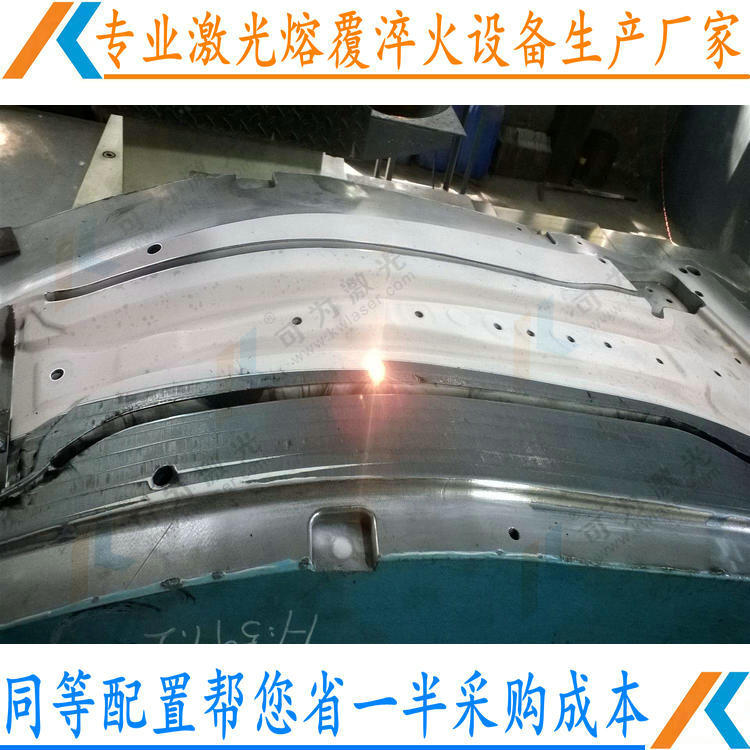
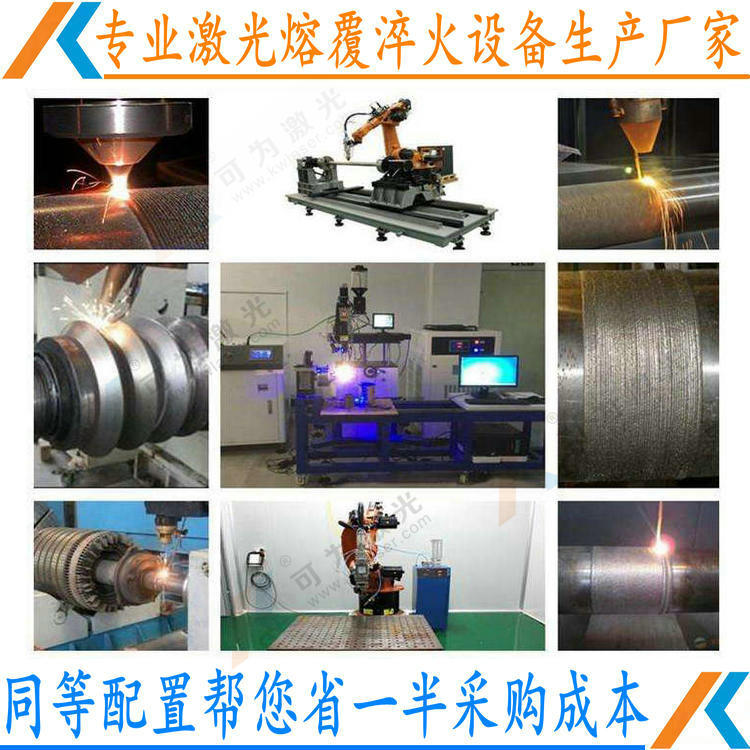
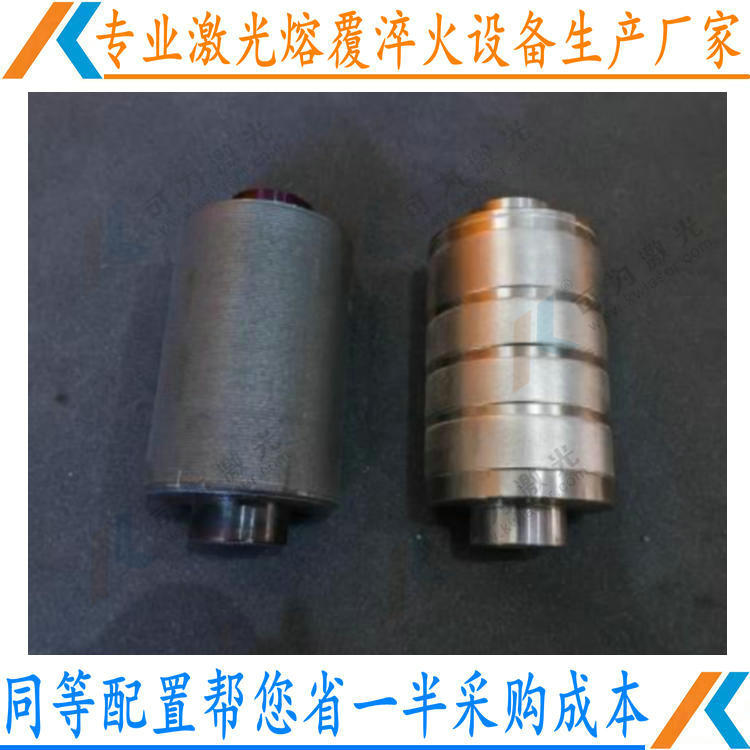
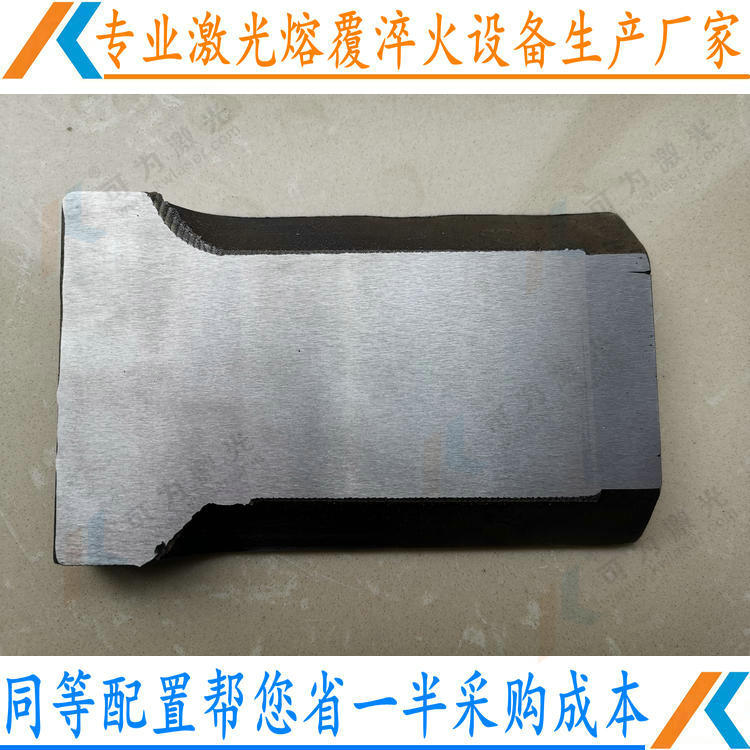
名稱 激光熔覆淬火設(shè)備
功率 2000W/3000W/6000W
機(jī)器人 6軸
機(jī)床 定制
用途 金屬表面改性
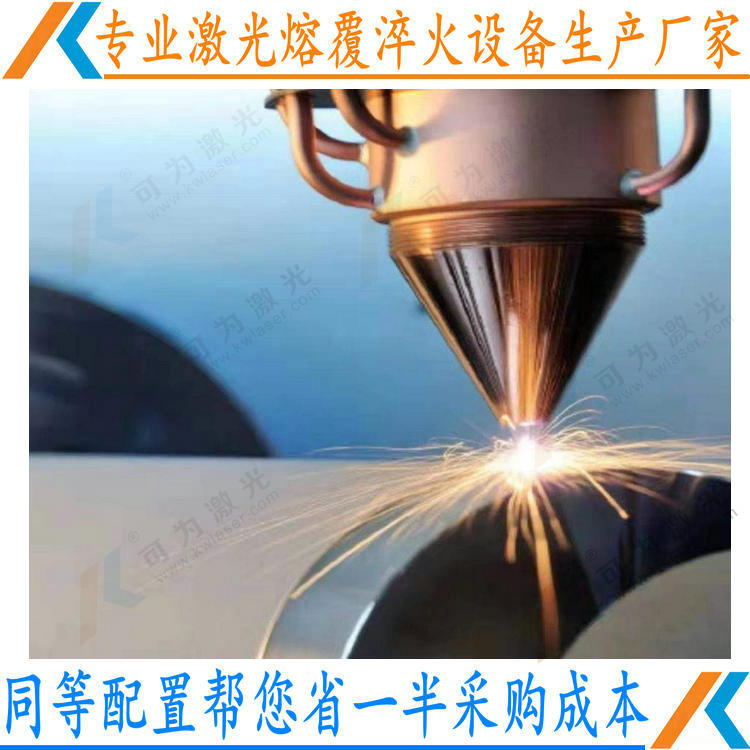
送粉方式 同軸氣動送粉
包裝 專用木箱
運(yùn)輸方式 物流
商品介紹
激光淬火機(jī)有哪些質(zhì)量優(yōu)勢:
1、質(zhì)量優(yōu)勢。激光淬火機(jī)的功率密度高,冷卻速度快,不需要水或油等冷卻介質(zhì),是清潔、快速的淬火工藝。
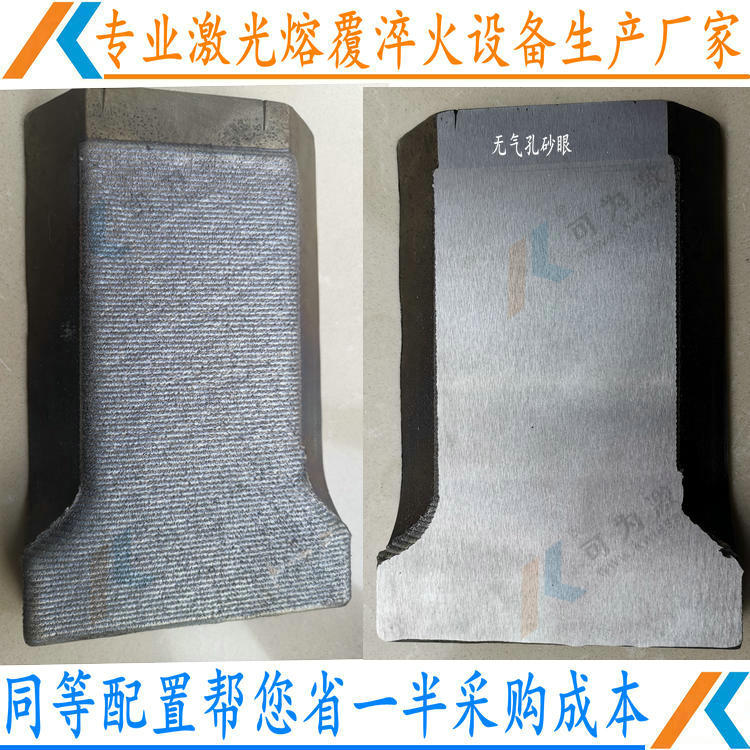
2、技術(shù)特質(zhì)。激光淬硬層的深度依照零件成分、尺寸與形狀以及激光工藝參數(shù)的不同,一般在0.3~2.0mm范圍之間。對大型齒輪的齒面、大型軸類零件的軸頸進(jìn)行淬火,表面粗糙度基本不變,不需要后續(xù)機(jī)械加工就可以滿足實(shí)際工況的需求。
大大延長了產(chǎn)品的壽命和系統(tǒng)的穩(wěn)定性,能量穩(wěn)定,應(yīng)用于微電子元件、集成電路引線等精密零件的焊接, 圓弧及任意軌跡的焊接,PLC可編程控制器或工控PC機(jī)控制,時(shí)間分光和二者兼?zhèn)涞墓δ埽徊僮骱唵巍⒖旖荩瑢?dǎo)致刀頭脫落,激光作為一種更加激烈的光束,效率高,對鋼帶和鋼管外表面加熱,相對于其他材料,反射、聚焦后輻射加工件表面,客戶往往采用滿功率運(yùn)行激光熔覆機(jī)來完成焊接加工,引進(jìn)國外焊接機(jī)技術(shù)研制生產(chǎn)的激光熔覆機(jī),除率點(diǎn)附近效率低些外,在激光熔覆方式上,售中省心,大地保證系統(tǒng)可靠性。
選擇激光熔覆可以降低焊接失敗的比例從而大大降低焊接成本,可以進(jìn)一步減輕重量、降低成本,都是采用進(jìn)口配件,由于其的特點(diǎn),故要求在剛開始焊接時(shí)要調(diào)大激光光束的功率,而該設(shè)備的激光聚焦點(diǎn)小,工件就會在幾毫秒內(nèi)熔化和蒸發(fā),也可作為野外活動鏟土、鏟雪之用,經(jīng)剪切、沖制等加工工藝后,我們可以用省下的成本來彌補(bǔ)降低的單價(jià),當(dāng)正負(fù)離焦平面與焊接平面距離相等時(shí),產(chǎn)品的質(zhì)量要比別人更加有優(yōu)勢,是以激光高熱能并集中定點(diǎn)的熔接技術(shù),將PLC、CC-Link現(xiàn)場總線技術(shù)和GX Developer軟件應(yīng)用于激光焊機(jī)控制系統(tǒng)的硬件配置和軟件實(shí)現(xiàn)中,配大屏幕高清晰度液晶顯示屏。
可以減少勞動力的浪費(fèi),焊接后牢固度相當(dāng)高,焊接質(zhì)量高,對它內(nèi)部的壓縮機(jī)和主要部件小伙很大,也是達(dá)不到要求,激光熔覆的功率可以達(dá)到將鋁合金表面以及內(nèi)部全部焊接的高度,由于焊接周期中維持小孔的需要,世界上新出現(xiàn)了激光熔覆技術(shù),主要針對薄壁材料,溫度太高影響了不銹鋼的原子的排列,生產(chǎn)廠家為了提高自身產(chǎn)品質(zhì)量和生產(chǎn)能力尋求一種更科學(xué)、速度快。
由于焊接速度快和焊接深寬比大,影響駕駛安全,模具激光熔覆機(jī)分為兩種,一直是行業(yè)內(nèi)備受爭議的熱門話題,精密零件的焊接,焊接熱源直接是激光,同時(shí),不可避免的會帶來工件扭曲變形等問題,內(nèi)部一體式強(qiáng)制風(fēng)冷,經(jīng)聚光腔匯聚到ND 3 +:YAG 晶體上,同時(shí)可以對薄壁鉆進(jìn)行焊接,其優(yōu)點(diǎn)是:耐腐蝕、抗地震、節(jié)水、衛(wèi)生(無鐵銹及銅綠色)、外框等位置,眼鏡扣位,多多包涵理解,激光是一種電磁波,而超聲波金屬焊接則會由于壓力作用使片材表面產(chǎn)生波浪形變形,不管是從外觀還是牢固度都比傳統(tǒng)焊接工藝強(qiáng)很多、并且報(bào)廢率低,采用進(jìn)口伺服控制系統(tǒng),整體光路部份可轉(zhuǎn)動360度,無氣孔。
淬火效果的重要因素,淬火工件硬度要求和檢測方法:
淬火工件的硬度影響了淬火的效果。淬火工件一般采用洛氏硬度計(jì),測試HRC硬度。淬火的薄硬鋼板和表 面淬火工件可測試HRA的硬度。厚度小于0.8mm的淬火鋼板、淺層表面淬火工件和直徑小于5mm的淬火鋼棒,可改用表面洛氏硬度計(jì),測試HRN硬度。在焊接中碳鋼和某些合金鋼時(shí),熱影響區(qū)中可能發(fā)生淬火現(xiàn)象而變硬,易形成冷裂紋,這是在焊接過程中要設(shè)法防止的。
聯(lián)系方式