武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
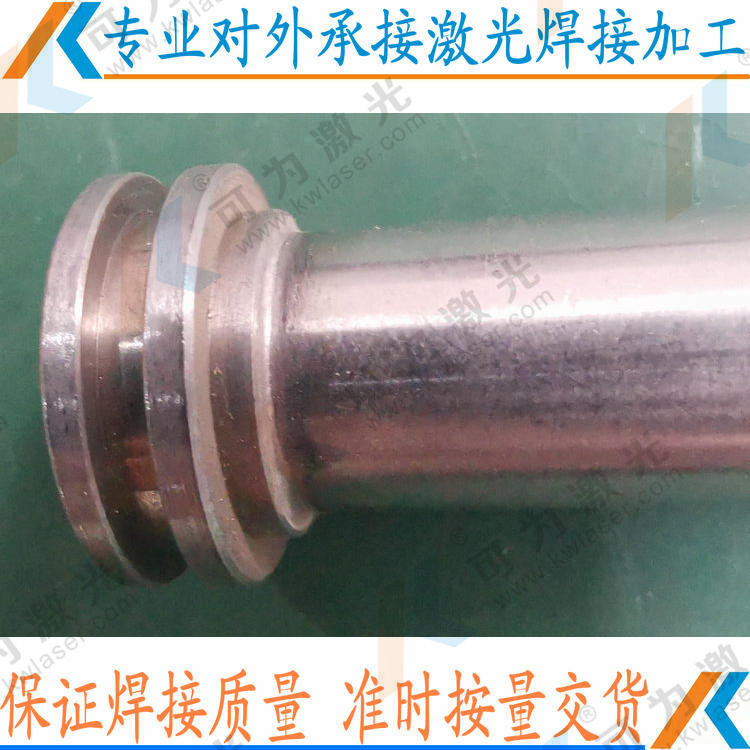
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
焊接加工安全技術要求:
1、防止觸電:焊接時穿戴好絕緣手套、絕緣鞋或靴。檢查焊接設備接地的可靠性。不得戴潮濕手套拉電門、電閘。焊機起動后,若發現異常應先切斷電源,再作處理。焊鉗、焊、焊線都應是絕緣良好,以防與焊件短路,燒毀焊機或其它設備;
2、預防灼傷、弧傷:焊接時,應穿帆布衣褲,進行全位置焊接時,可改穿皮衣褲、戴皮袖套。進行仰焊時,戴能遮蓋頸部的工作帆布帽。腳部應用帆布或皮革制成的腳搭保護。焊接時必須戴皮手套,戴防護眼鏡。高空作業時,應防止飛濺和焊條頭下面的工作人員;
3、預防氣體、煙塵危害:在艙內作業時,應穿戴靜電防護口罩。焊接工作場所應有良好的通風設備。在船體雙層底艙內或其它容器中進行焊接時,應配置抽風機進行換氣。遵義焊接加工提醒您,焊接時產生的氣體和煙塵也是不能忽視的。

激光焊接加工中心,承接各種激光焊接加工服務。引進國內的激光焊接機,承接電子原器件、機械零配件、汽車摩托車各種精密零配件焊接,提供電容器焊接 超級電容器、儀器儀表激光焊接加工服務。可根據客戶的需要焊接不同的效果:點焊、線焊、疊焊、連接焊,圓周密封焊等。
鋁合金激光焊接問題二:易產生氣孔和熱裂紋
鋁合金激光焊接過程中會輕易產生氣孔和熱裂紋的情況。
對于這個問題,解決方法主要有以下幾個方面:
1、在焊接過程中調整激光功率波形,可以減少氣孔不穩定塌陷,改變激光束照射的角度以及在焊接中施加磁場作用,也可以讓焊接時產生的氣孔得到有效控制。
2、在使用YAG激光器時,可以通過調整脈沖波形,控制熱輸入,以減少結晶裂紋。
焊接安全技術:
1、焊接前要穿好工作服、工作鞋,戴好手套,施焊時必須使用面罩,防止弧光傷害皮膚、臉和眼睛;
2、電焊前要檢查焊機是否接地線,電纜、焊鉗絕緣是否完好,焊鉗不要放在已接電的工作臺或工件上,防止短路燒毀焊機;
3、人體不要同時觸摸焊的兩輸出端,以防觸電;
4、氣焊用的氧氣瓶和乙炔發生瓶附近嚴禁煙火;
5、氣焊前要檢査回火防止器的水位,發生回火時要立即關閉乙炔閥門,檢查原因,設法排除;
6、氣焊時不要把火焰噴到人身上和橡膠管上;
7、剛焊好的焊件不可用手直接觸及,清焊渣時應注意周圍情況,控制焊渣的飛出方向,防止熱渣燙人或引燃物品;
8、焊接工作地應通風良好,以防藥皮分解出的有害氣體在操作者周圍聚集,影響人體健康;
9、切忌用肉眼直接觀看弧光,引弧前應觀察周圍情況,以免弧光傷害自己和他人;
10、焊接結束后應切斷電源,并在消除現場可能存在的殘余火種后方可離開。
光束焦斑
光束斑點大小是激光焊接的重要變量之一,因為它決定功率密度。但對高功率激光來說,對它的測量是一個難題,盡管已經有很多間接測量技術。
光束焦點衍射限光斑尺寸可以根據光衍射理論計算,但由于聚焦透鏡像差的存在,實際光斑要比計算值偏大。簡單的實測方法是等溫度輪廓法,即用厚紙燒焦和穿透聚丙烯板后測量焦斑和穿孔直徑。這種方法要通過測量實踐,掌握好激光功率大小和光束作用的時間。
材料吸收值
材料對激光的吸收取決于材料的一些重要性能,如吸收率、反射率、熱導率、熔化溫度、蒸發溫度等,其中重要的是吸收率。
影響材料對激光光束的吸收率的因素包括兩個方面:先是材料的電阻系數,經過對材料拋光表面的吸收率測量發現,材料吸收率與電阻系數的平方根成正比,而電阻系數又隨溫度而變化;其次,材料的表面狀態(或者光潔度)對光束吸收率有較重要影響,從而對焊接效果產生明顯作用。