武漢可為承接全國(guó)激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
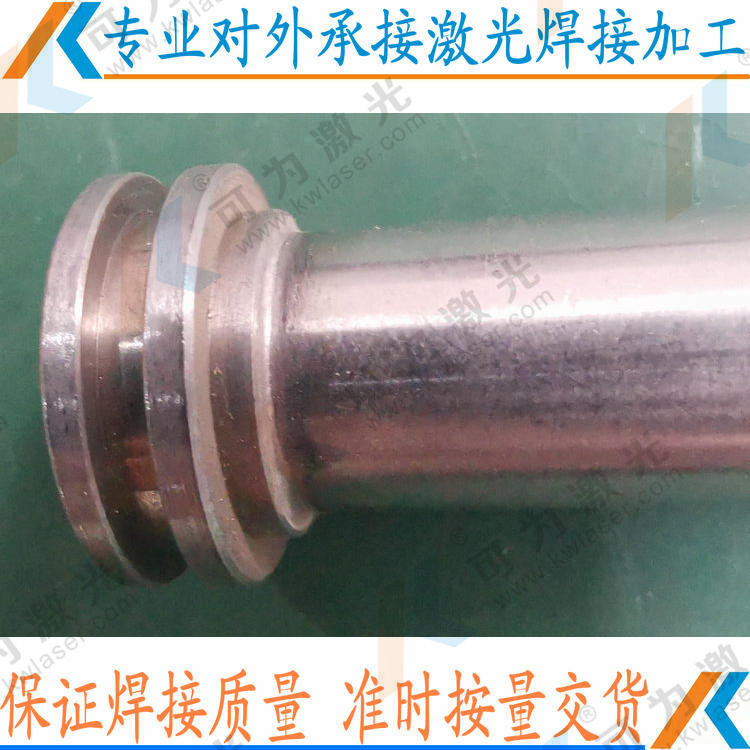
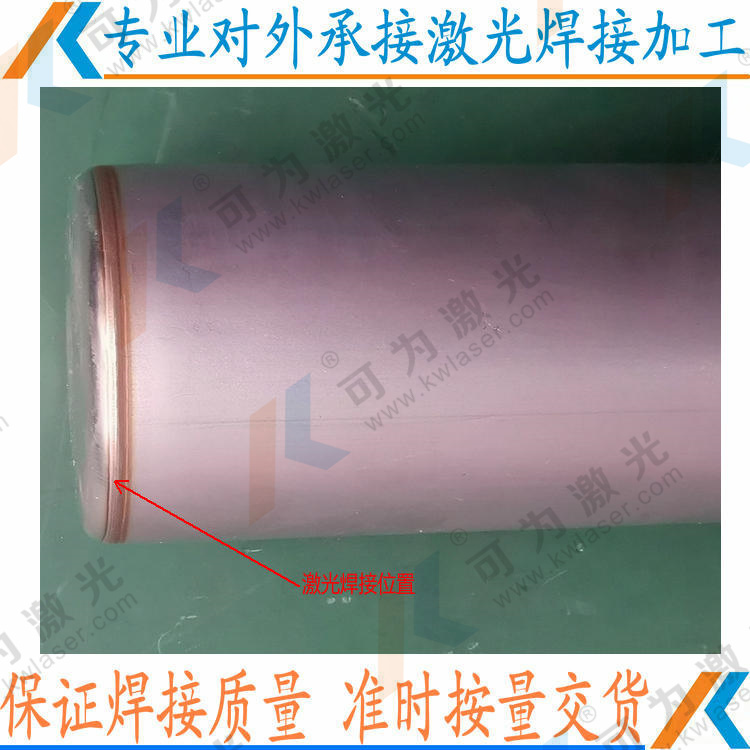
焊接要求:焊接位置和焊接外觀,以及焊接強(qiáng)度
焊接工藝:連續(xù)自動(dòng)激光焊接加工
焊接設(shè)備:多臺(tái)四維自動(dòng)激光焊接機(jī),手持激光焊接設(shè)備
打樣報(bào)價(jià):2個(gè)樣板之內(nèi),免費(fèi)打樣報(bào)價(jià)格
交期服務(wù):專人跟單,根據(jù)訂單數(shù)量3-5天交貨
焊接品質(zhì):激光是細(xì)微局部融化焊接,焊點(diǎn)小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強(qiáng)度
武漢可為加工優(yōu)勢(shì):多臺(tái)自主研發(fā)激光焊接機(jī),滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
根據(jù)所用激光器及其工作方式的不同,常用的焊接方式有兩種,一種是脈沖激光焊,主要用于單點(diǎn)固定連續(xù)和簿件材料的焊接,焊接時(shí)形成一個(gè)個(gè)圓形焊點(diǎn);另一種為連續(xù)激光焊,主要用于大厚件的焊接和切割,焊接過(guò)程中形成一條連續(xù)焊縫。 在焊接過(guò)程中,光束焦點(diǎn)位置是關(guān)鍵的控制工藝參數(shù)之一,在一定激光功率和焊接速度下,只有焦點(diǎn)處于位置范圍內(nèi)才能獲得大熔深和好的焊縫形狀。

焊接不僅可以解決各種鋼材的連接,而且還可以解決鋁、銅等有色金屬及鈦、鋯等特種金屬材料的連接,因而已廣泛應(yīng)用于機(jī)械制造、造船、海洋開(kāi)發(fā)、汽車制造、石油化工、航天技術(shù)、原子能、電力、電子技術(shù)及建筑等部門。
隨著現(xiàn)代工業(yè)生產(chǎn)的需要和科學(xué)技術(shù)的蓬勃發(fā)展,焊接技術(shù)不斷進(jìn)步。僅以新型焊接方法而言,到目前為止,已達(dá)數(shù)十種之多, 生產(chǎn)中選擇焊接方法時(shí),不但要了解各種焊接方法的特點(diǎn)和選用范圍,而且要考慮產(chǎn)品的要求,然后還要根據(jù)所焊產(chǎn)品的結(jié)構(gòu)、材料以及生產(chǎn)技術(shù)等條件作出初步選擇。

激光焊接加工精度高,生產(chǎn)速度快,表面光潔度好,外形美觀大方。因此被更多的應(yīng)用到眼鏡、五金電子、飾、衛(wèi)浴廚具等精密焊接行業(yè)。
激光焊接加工流程是將具有優(yōu)異的方向性、高亮度、高強(qiáng)度、高單色性、高相干性等特點(diǎn)的激光束輻射至 加工工件表面區(qū)域內(nèi),激光束經(jīng)過(guò)光學(xué)系統(tǒng)聚焦后,其激光焦點(diǎn)的功率密度為104-107W/cm2,通過(guò)激光與被焊物的相互作用,在短的時(shí)間內(nèi)使被焊處形成一個(gè)能高度集中的熱源區(qū),熱能使被焊物區(qū)域熔化后冷卻結(jié)晶形成牢固的焊點(diǎn)和焊縫。
1、省空間、小型化的設(shè)計(jì);
2、換燈免調(diào)光,日常維護(hù)更簡(jiǎn)單;
3、模塊化設(shè)計(jì), 易實(shí)現(xiàn)功能擴(kuò)展。可實(shí)現(xiàn)點(diǎn)焊、對(duì)接焊、疊焊、密封焊等;
4、紅光對(duì)焦/指示,控制,聚焦光點(diǎn)小,實(shí)現(xiàn)高精度定位;
5、具備長(zhǎng)時(shí)間穩(wěn)定工作的能力,特別適合企業(yè)三班倒制長(zhǎng)時(shí)間作業(yè);
6、自我診斷、保護(hù)及預(yù)警功能;
7、提供多種行業(yè)夾具和控制方式,系統(tǒng)易于實(shí)現(xiàn)與自動(dòng)生產(chǎn)線配套;
激光功率
激光焊接中存在一個(gè)激光能量密度閾值,低于此值,熔深很淺,一旦達(dá)到或超過(guò)此值,熔深會(huì)大幅度提高。只有當(dāng)工件上的激光功率密度超過(guò)閾值(與材料有關(guān)),等離子體才會(huì)產(chǎn)生,這標(biāo)志著穩(wěn)定深熔焊的進(jìn)行。如果激光功率低于此閾值,工件僅發(fā)生表面熔化,也即焊接以穩(wěn)定熱傳導(dǎo)型進(jìn)行。而當(dāng)激光功率密度處于小孔形成的臨界條件附近時(shí),深熔焊和傳導(dǎo)焊交替進(jìn)行,成為不穩(wěn)定焊接過(guò)程,導(dǎo)致熔深波動(dòng)很大。激光深熔焊時(shí),激光功率同時(shí)控制熔透深度和焊接速度。焊接的熔深直接與光束功率密度有關(guān),且是入射光束功率和光束焦斑的函數(shù)。一般來(lái)說(shuō),對(duì)一定直徑的激光束,熔深隨著光束功率提高而增加。