武漢可為承接全國(guó)激光焊接加工
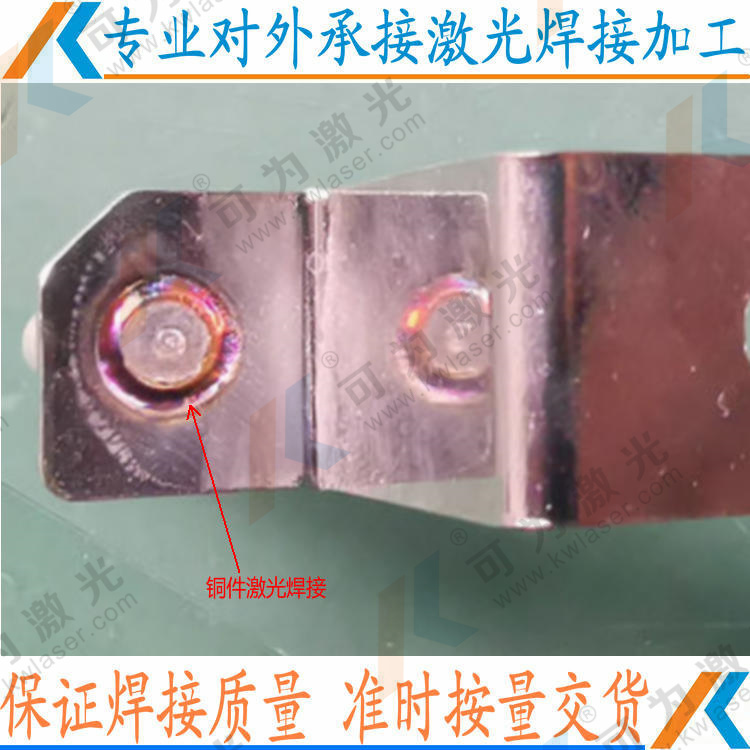
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強(qiáng)度
焊接工藝:連續(xù)自動(dòng)激光焊接加工
焊接設(shè)備:多臺(tái)四維自動(dòng)激光焊接機(jī),手持激光焊接設(shè)備
打樣報(bào)價(jià):2個(gè)樣板之內(nèi),免費(fèi)打樣報(bào)價(jià)格
交期服務(wù):專人跟單,根據(jù)訂單數(shù)量3-5天交貨
焊接品質(zhì):激光是細(xì)微局部融化焊接,焊點(diǎn)小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強(qiáng)度
武漢可為加工優(yōu)勢(shì):多臺(tái)自主研發(fā)激光焊接機(jī),滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
我中心有數(shù)臺(tái)激光焊接機(jī)可以批量完成訂單,無論客戶單量大小,我們都以高的質(zhì)量,優(yōu)的服務(wù)為你提供加工服務(wù).
激光焊加工的計(jì)費(fèi)沒有具體的計(jì)費(fèi)標(biāo)準(zhǔn),要看活大小和當(dāng)?shù)氐娜斯べM(fèi)。一般0.2元起步,0.1~10元/個(gè)。
激光焊接通常需要一定的離焦量,因?yàn)榧す饨裹c(diǎn)處光斑中心的功率密度過高,容易蒸發(fā)成孔。離開激光焦點(diǎn)的各平面上,功率密度分布相對(duì)均勻。離焦方式有兩種:正離焦與負(fù)離焦。焦平面位于工件上方為正離焦,反之為負(fù)離焦。按幾何光學(xué)理論,當(dāng)正負(fù)離焦平面與焊接平面距離相等時(shí),所對(duì)應(yīng)平面上功率密度近似相同,但實(shí)際上所獲得的熔池形狀不同。負(fù)離焦時(shí),可獲得更大的熔深,這與熔池的形成過程有關(guān)。
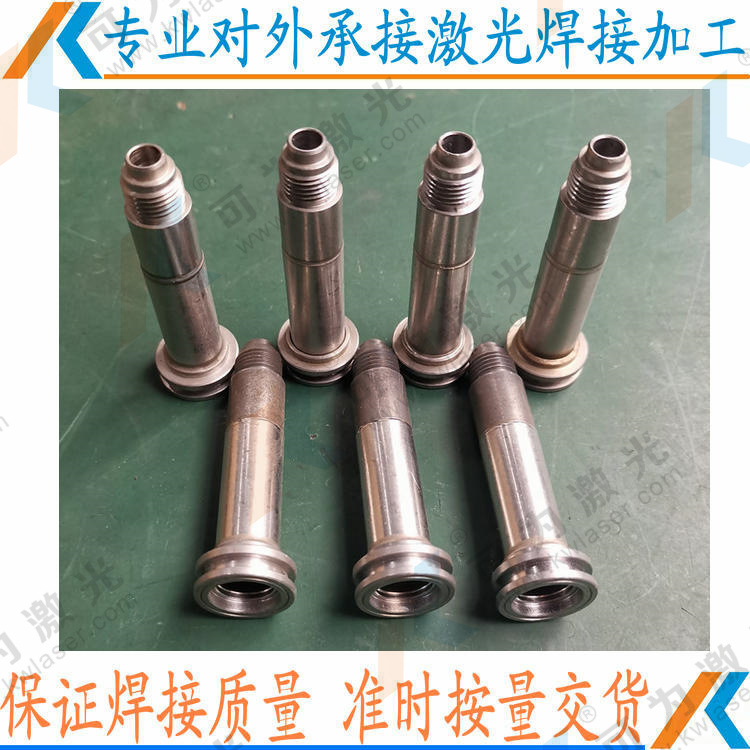
激光焊接是一種新型的焊接方法,重要針對(duì)薄壁資料、周詳整機(jī)的焊接,完成點(diǎn)焊、對(duì)接焊、疊焊、密封焊。具備高的深寬比,
焊縫寬度小,熱影響區(qū)小,變形小,焊接速度快。焊縫平坦、雅觀,焊后無需處置或只要簡(jiǎn)略處置工序。焊縫質(zhì)量高,無所孔,可
削減和優(yōu)化母材雜質(zhì),構(gòu)造焊后可細(xì)化,焊縫強(qiáng)度、韌性至多相當(dāng)于乃至跨越母材金屬。準(zhǔn)確節(jié)制,聚焦光點(diǎn)小,可高精度定位,
易完成自動(dòng)化。可完成某些異種資料間的焊接

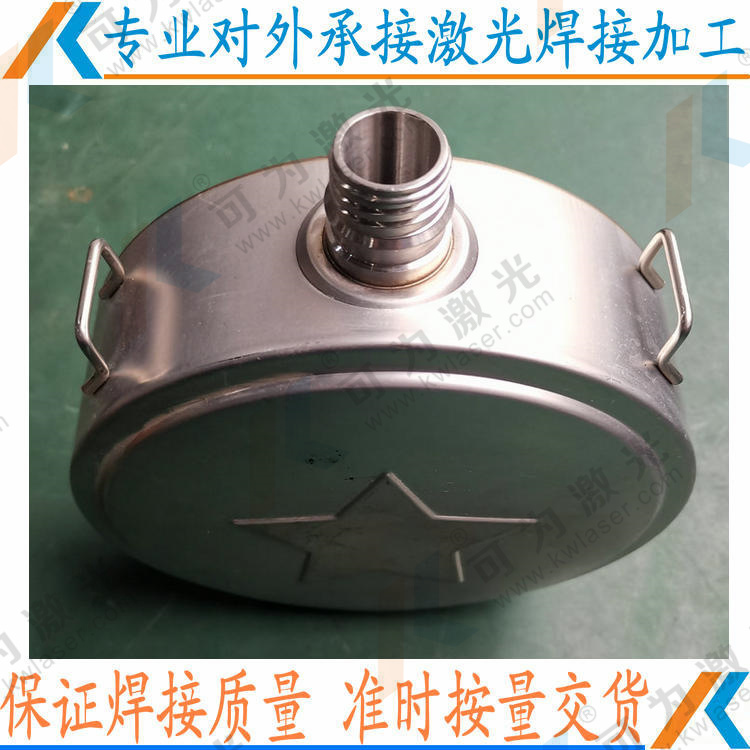
跟企業(yè)配套精密焊接加工,激光焊接加工,氬焊接加工,小圓管焊接加工,點(diǎn)焊,密封焊,對(duì)接焊。焊接領(lǐng)域模具,精密機(jī)械五金小零部件,精密不銹鋼小薄件.02mm焊接不變色不變形。有多臺(tái)精密焊接機(jī)。能成批量加工交貨快,質(zhì)量保證。

隨著激光功率的提高和輻照時(shí)間的加長(zhǎng),材料表層逐漸熔化,隨輸入能量增加,液-固相分界逐漸向材料深部移動(dòng)。這種物理過程主要用于金屬的表面重熔、合金化、熔覆和熱導(dǎo)型焊接。
進(jìn)一步提高功率密度和加長(zhǎng)作用時(shí)間,材料表面不僅熔化,而且汽化,汽化吳聚集在材料表面附件并微弱的電離形成等離子體,這種稀薄等離子體有助于材料對(duì)激光的吸收。在汽化膨脹壓力下,液態(tài)表面變形,形成凹坑。這一階段可以用于激光焊接。
功率密度小于104~105 W/cm2為熱傳導(dǎo)焊,此時(shí)熔深淺、焊接速度慢;功率密度大于105~107 W/cm2時(shí),金屬表面受熱作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深寬比大的特點(diǎn)。