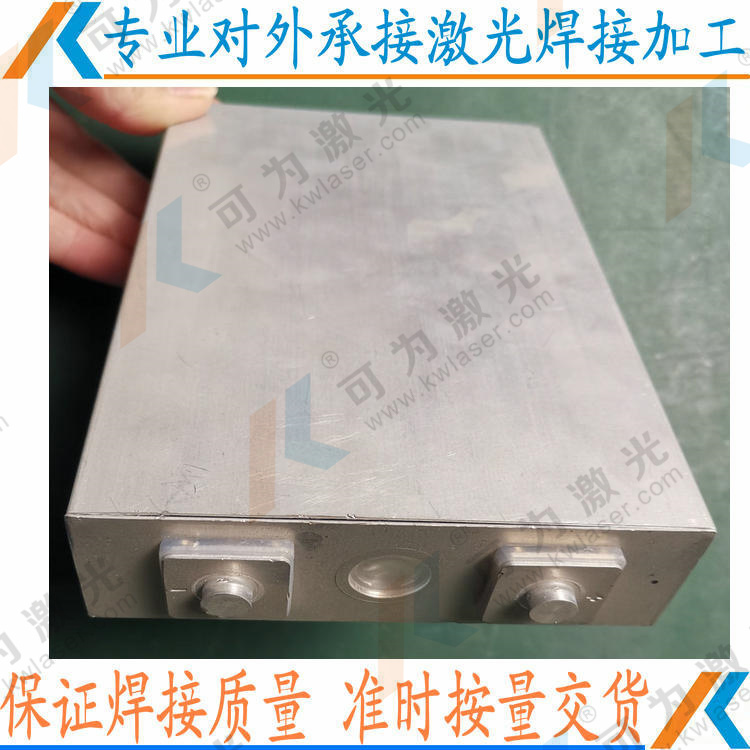
加工材質(zhì) 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優(yōu)勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續(xù)自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內(nèi),免費打樣報價格
交期服務:專人跟單,根據(jù)訂單數(shù)量3-5天交貨
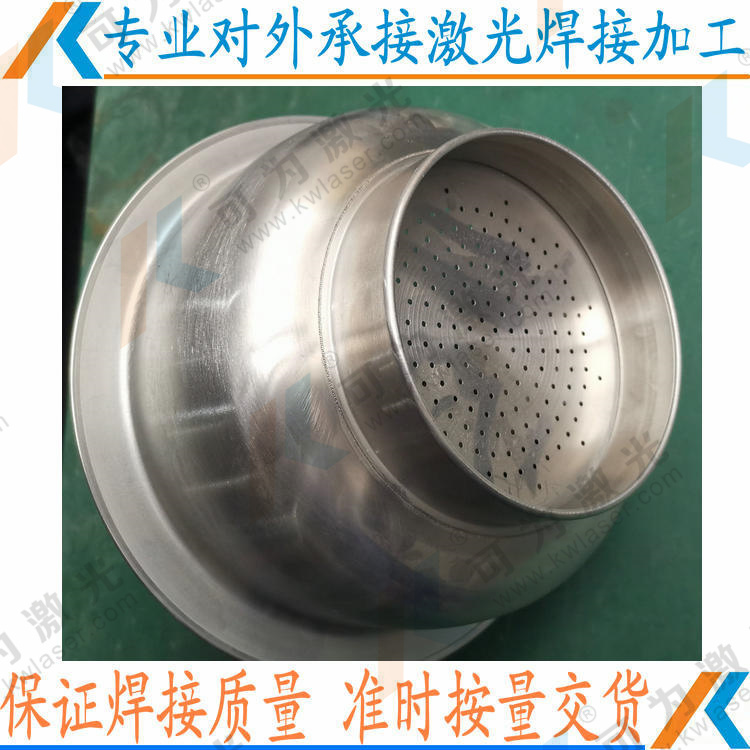
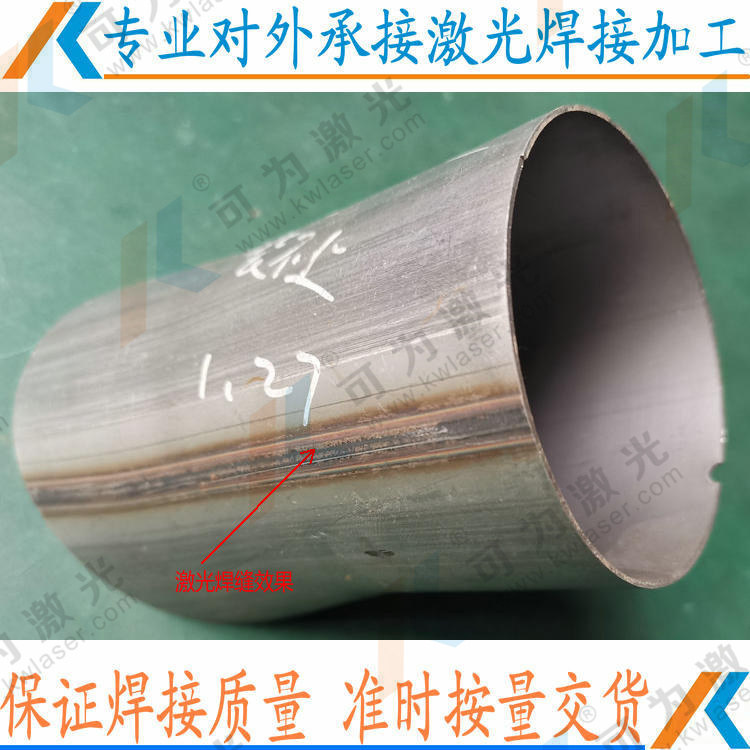
焊接品質(zhì):激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強度
武漢可為加工優(yōu)勢:多臺自主研發(fā)激光焊接機,滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
激光與材料作用引起的物態(tài)變化:
金屬材料的激光加工主要是基于光熱效應的熱加工,激光輻照材料表面時,在不同的功率密度下,材料表面區(qū)域?qū)l(fā)生各種不同的變化。這些變化包括表面溫度升高、熔化、汽化、形成匙孔以及產(chǎn)生光致等離子體等。而且,材料表面區(qū)域物理狀態(tài)的變化大的影響材料對激光的吸收。
激光功率密度較低、輻照時間較短時,金屬吸收的激光能量只能引起材料由表及里溫度升高,但維持固相不變。只要用于零件退火和相變硬化處理。
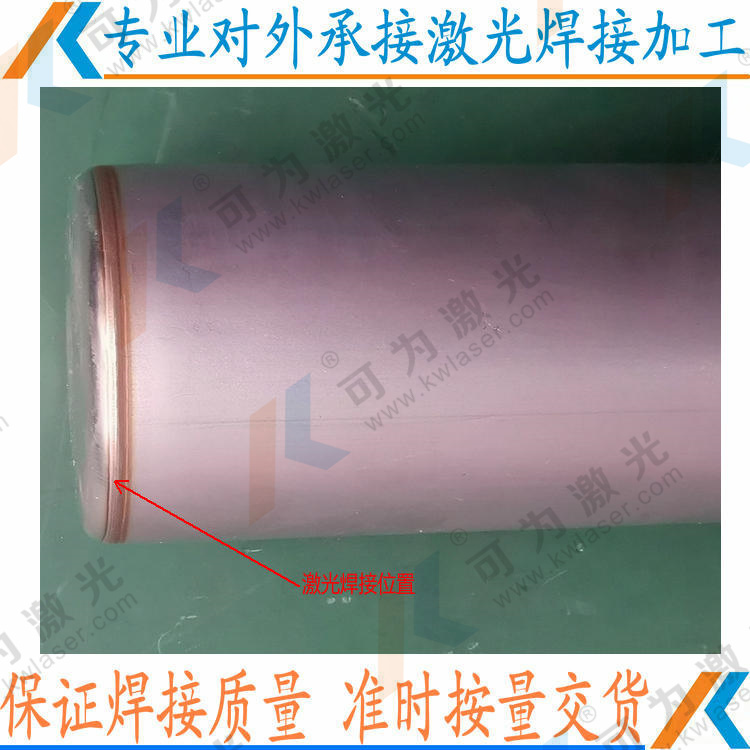
激光焊接是利用高能量的激光脈沖對材料進行微小區(qū)域內(nèi)的局部脈沖加熱,激光輻射弟量通過熱傳導向材料第部擴散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,主要對薄壁材料、精密零件的焊接,可實現(xiàn)點焊、對接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區(qū)小、變形小,焊接速度快,焊縫平整、美觀,焊后無需處理或只需簡單處理,焊縫質(zhì)量高,無氣,可控制,聚焦光點小,精度高,易實現(xiàn)自動化。適合于厚度在1mm以內(nèi)板材、管材的精細焊接。三維工作臺與旋轉卡盤配合,能在平面范圍內(nèi)或者圓周(和圓弧)上焊接。廣泛應用于、電子、電池、儀表等各個行業(yè)。
焊接加工具有以下特點:
1、與御接相比,焊接具有節(jié)省金屬材料、生產(chǎn)率高、接頭強度高、密封性能好、易于實現(xiàn)機械化和自動化等優(yōu)點;
2、與鑄造相比,焊接工序簡單、生產(chǎn)效率高、節(jié)省材料、成本低,有利于產(chǎn)品的更新;
3、對于大型、復雜的結構件,采用鑄一焊、鍛一焊、沖一焊復合工藝,能實現(xiàn)以小拼大,化繁為簡,以克服鑄造或鍛造設備能力的不足,有利于降低成本、節(jié)省材料,提高經(jīng)濟效益;
4、能連接異種金屬,便于制造雙金屬結構。如將硬質(zhì)合金刀片和車刀刀桿焊在一起在已磨損的工件表面堆焊一層耐磨材料,以延長其使用壽命。

激光焊接、激光點焊:手機外殼、數(shù)碼相機、合金電池等不銹鋼五金件焊接,鋁合金手機外殼、銅材、金銀手飾品等金屬材料焊接,與各種異類金屬材料焊接,可以任何角度點焊、對焊、穿透焊、密封焊、斷環(huán)焊接加工,焊點小,焊縫細、平滑美觀、不添加焊料、無污染、速度快,工作幅面大(300mm*300mm), 焊接厚度為0.03mm~2.0mm。
由光學震蕩器及放在震蕩器空穴兩端鏡間的介質(zhì)所組成。介質(zhì)受到激發(fā)至高能量狀態(tài)時,開始產(chǎn)生同相位光波且在兩端鏡間來回反射,形成光電的串結效應,將光波放大,并獲得足夠能量而開始發(fā)射出激光。
聯(lián)系方式