武漢可為承接全國激光焊接加工
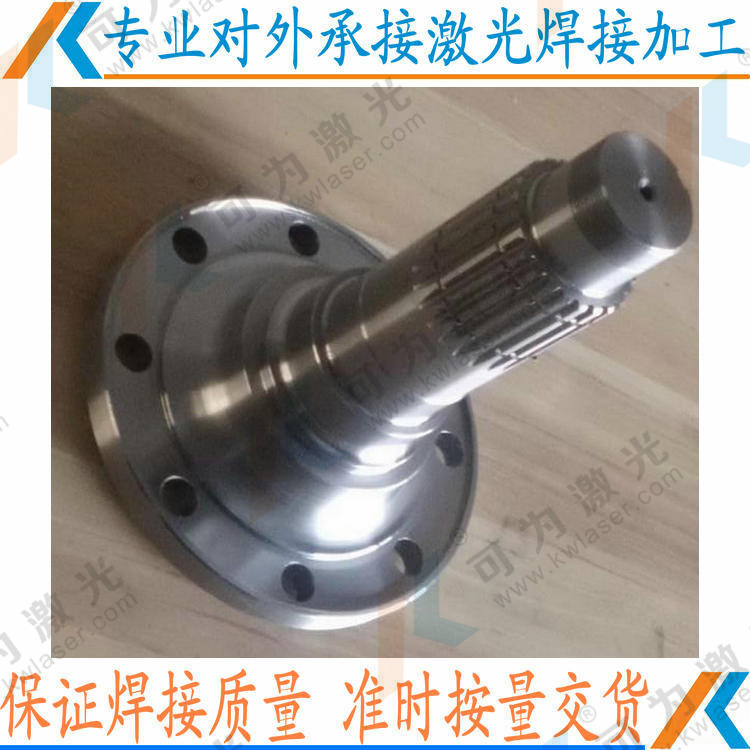
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
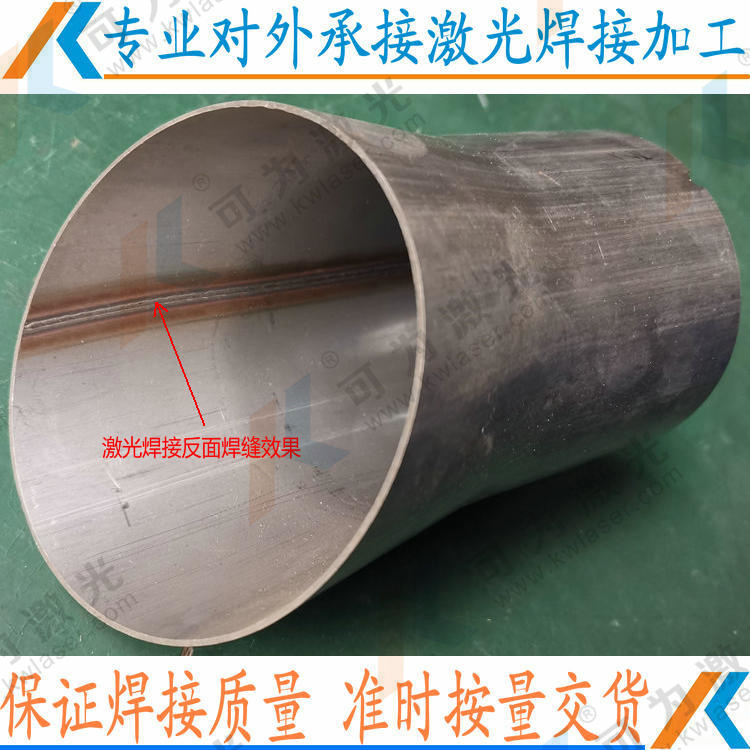
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
激光焊接的工藝方法
1、片與片間的焊接。一般采用手動焊接和自動化焊接,其包括對焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四種工藝方法。
2、絲與絲的焊接。一般采用手動焊接和半自動焊接,其包括絲與絲對焊、交叉焊、平行搭接焊、T型焊等四種工藝方法。
3、金屬絲與塊狀元件的焊接。采用激光焊接可以成功地實現金屬絲與塊狀元件的連接,塊狀元件的尺寸可以任意。在焊接中應注意絲狀元件的幾何尺寸。
4、不同金屬的焊接。焊接不同類型的金屬要解決可焊性與可焊參數范圍,不同材料之間的激光焊接只有某些特定的材料組合才有可能。
5、塊狀物件補焊。采用激光將激光焊絲熔化沉積到基材上,一般適合模具等產品的修補。

從事焊接加工的朋友都知道,在平時進行焊接加工的過程當中,很多事項都是需要注意的。那如果我們對這些細節不重視,就會造成一些沒必要的損害。
焊接加工的注意事項:
1、先就是焊接加工廠在進行焊接之前,要將作業環境的十米范圍內所有可燃的物品清理干凈,我們在進行焊接的過程中,會賤出很多的小火花,如果在一定范圍內,這些火花足以使得品燃燒起來,造成損失。如果我們要進行地下,那我們應該注意是否有可燃氣體或者是可燃液體,以免因為焊渣以及金屬火星引起災害事故;
2、然后就是焊接加工廠在進行高空焊接作業時,禁止亂扔焊條頭,并且要對焊接作業下方進行有效的隔離,當我們焊接加工完成以后,要對地面進行仔細細致的檢查,確認不會發生火災隱患的情況下,才能離開作業現場;
3、接下來就是焊接加工廠要使用符合國家標準的、規程要求的氣瓶,這樣對于我們的操作能起到保護作用。

激光焊接的質量控制
隨著激光的發展,激光焊接技術日益趨于成熟。然而,在實際焊接
現在元器件不斷向小型化發展,要求焊點小、焊接強度高、對加工點周圍熱影響區小。傳統的焊接工藝難以滿足要求,激光焊接可以實現。激光焊接的主要特點:
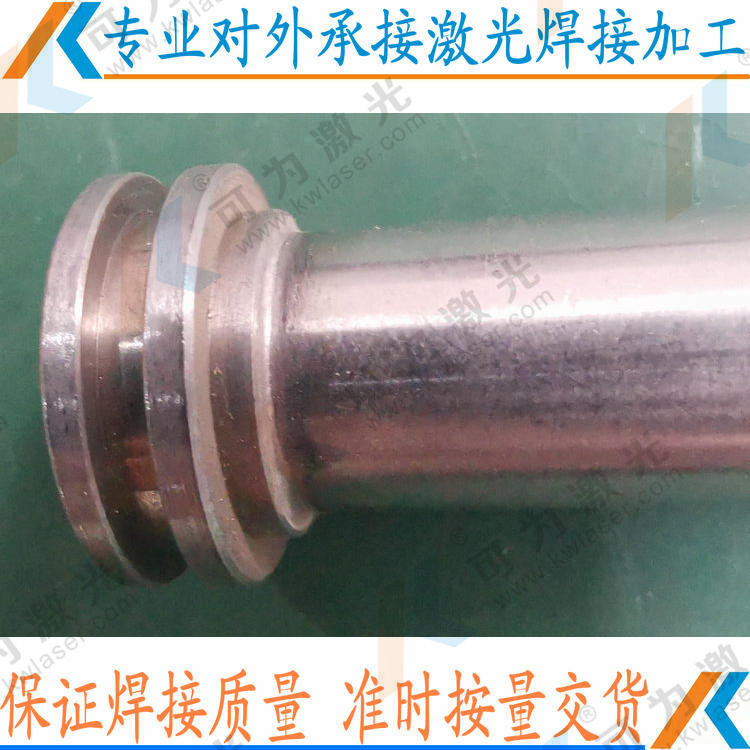
1.激光焊接擅長對薄壁材料,精密零件實現點焊、對接焊、疊焊、密封焊等。
2.焊點小,焊縫深寬比高,熱影響區域小,變形小,焊接速度快。
3.焊縫質量高,平整美觀、無氣,焊后材料韌性至少相當于母體材料。
4.氣密性高。可對異種、高溶屬進行焊接
5.電流波形任意調整,可根據焊材的不同設置不同的波形,使焊接參數和焊接要求相匹配,以達到好的焊接效果。

根據所用激光器及其工作方式的不同,常用的焊接方式有兩種,一種是脈沖激光焊,主要用于單點固定連續和簿件材料的焊接,焊接時形成一個個圓形焊點;另一種為連續激光焊,主要用于大厚件的焊接和切割,焊接過程中形成一條連續焊縫。 在焊接過程中,光束焦點位置是關鍵的控制工藝參數之一,在一定激光功率和焊接速度下,只有焦點處于位置范圍內才能獲得大熔深和好的焊縫形狀。
激光脈沖波形。 激光脈沖波形在激光焊接中是一個重要問題,尤其對于薄片焊接更為重要。
當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。