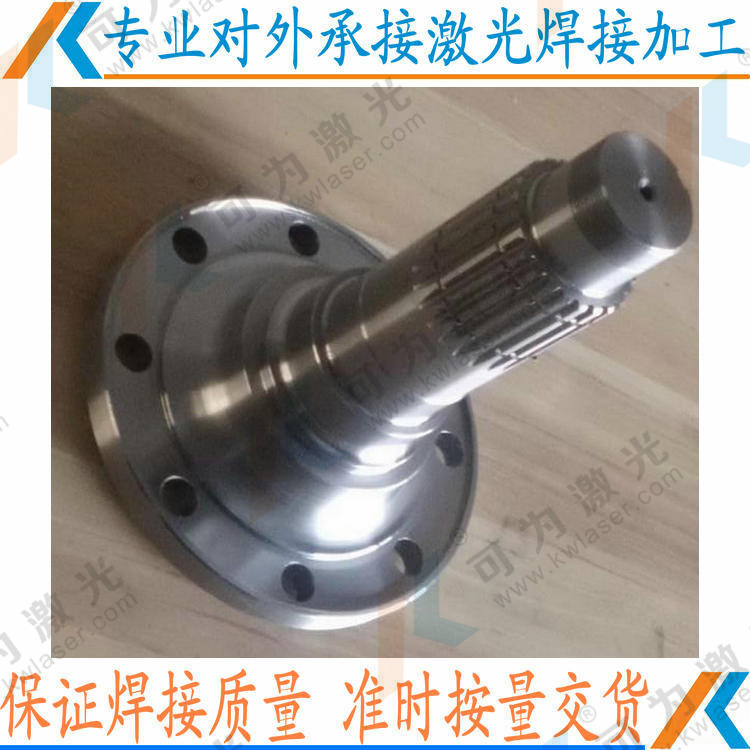
加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
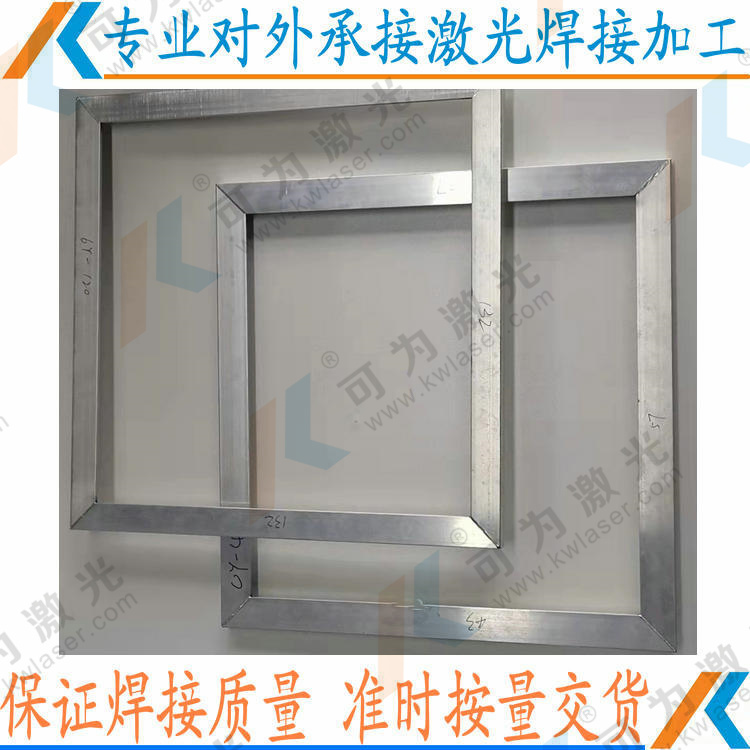
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
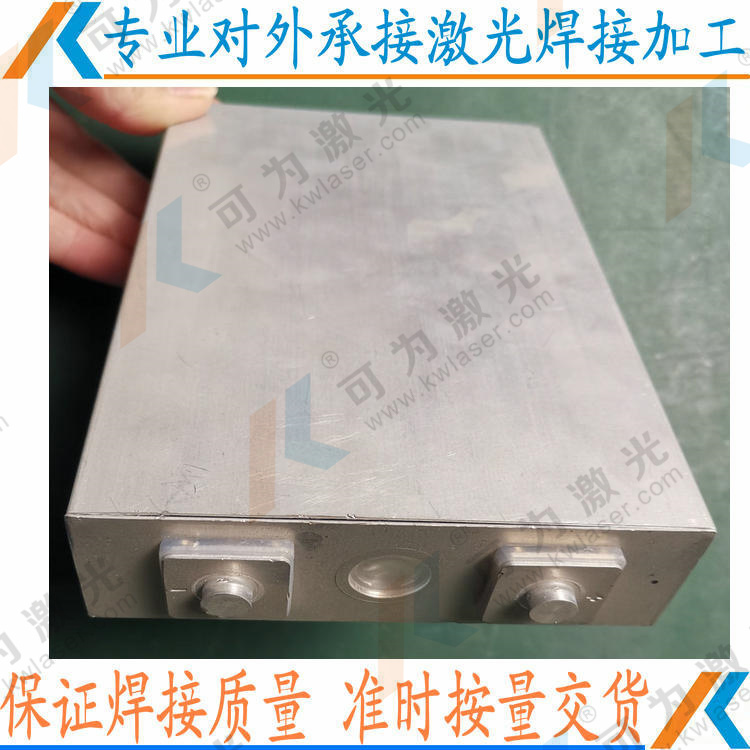
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
激光焊接加工范圍:不銹鋼酒壺、酒瓶、餐具、飾品、焊接加工、激光焊接加工不銹鋼酒壺、不銹鋼五金配件焊接加工、不銹鋼氬弧焊接加工 不銹鋼碰焊加工、各類不銹鋼五金配件焊接加工等。
拋光加工范圍:不銹鋼鏡面拋光、不銹鋼五金配件磨砂拉絲拋光、不銹鋼酒壺、酒瓶、餐具、飾品、手機外殼、表帶、燈架、等拋光鏡面拉絲加工處理
鐳雕、打標、蝕刻加工范圍:不銹鋼腐蝕加工、金屬外殼不銹鋼蝕刻加工 、不銹鋼酒壺、酒瓶、餐具、飾品、手機外殼蝕刻加工、不銹鋼表面鐳射加工 不銹鋼打標加工等。本公司價格實惠、交貨準時、熱誠歡迎各界朋友前來參觀,洽談業務!

激光焊接的工藝方法
1、片與片間的焊接。一般采用手動焊接和自動化焊接,其包括對焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四種工藝方法。
2、絲與絲的焊接。一般采用手動焊接和半自動焊接,其包括絲與絲對焊、交叉焊、平行搭接焊、T型焊等四種工藝方法。
3、金屬絲與塊狀元件的焊接。采用激光焊接可以成功地實現金屬絲與塊狀元件的連接,塊狀元件的尺寸可以任意。在焊接中應注意絲狀元件的幾何尺寸。
4、不同金屬的焊接。焊接不同類型的金屬要解決可焊性與可焊參數范圍,不同材料之間的激光焊接只有某些特定的材料組合才有可能。
5、塊狀物件補焊。采用激光將激光焊絲熔化沉積到基材上,一般適合模具等產品的修補。
焊接加工概述:
1、焊接是指通過加熱或加壓,使焊件結合的一種加工方法。根據焊接過程的不同,焊接方法可分為壓焊、熔焊 和釬焊類,其中又以熔焊中的電弧焊應用普遍;
2、熔焊:將待焊處的母材金屬熔化,但不加壓力以形成焊縫的焊接方法;
3、壓焊:在焊接過程中,必須對焊件施加壓力(加熱或不加熱),以完成焊接的方法,包括固態焊、熱壓焊、鍛焊、擴散焊、氣壓焊及冷壓焊等;
4、釬焊:利用比母材熔點低的金屬材料作釬料,將焊件和釬料加熱到高于釬料熔點,但低于母材熔點的溫度,利用液態釬料潤濕母材,填充接頭間隙,并與母材相互擴散而實現連接焊件的方法。根據使用釬料的不同,可分為硬釬焊和軟釬焊兩類。
鋁合金激光焊接問題三:焊接接頭力學性能下降
焊接過程中合金元素的燒損,使鋁合金焊接接頭的力學性能下降。對于這個問題,解決方法主要有以下幾個方面:由于鋁合金焊接產生的氣孔不穩定,導致焊接接頭的力學性能。鋁合金主要包括Zn、Mg 、Al三種元素。在焊接時,鋁的沸點均高于其他兩種元素的沸點。所以在鋁合金元素焊接時可以加入一些低沸點合金元素,有利于小孔的形成,焊接的牢固性。
其中熱傳導型激光焊接原理為:激光輻射加熱待加工表面,表面熱量通過熱傳導向內部擴散,通過控制激光脈沖的寬度、能量、峰功率和重復頻率等激光參數,使工件熔化,形成特定的熔池。
聯系方式