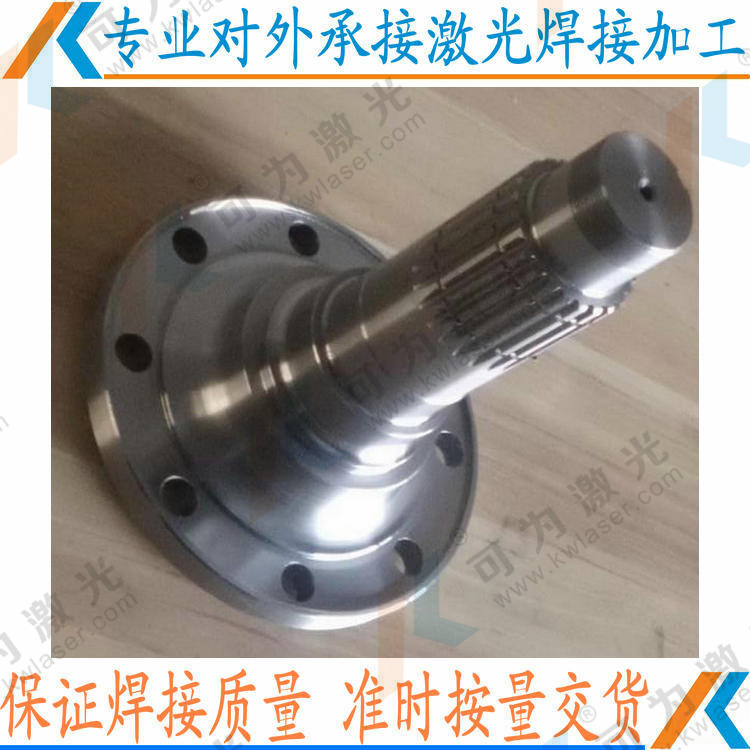
加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
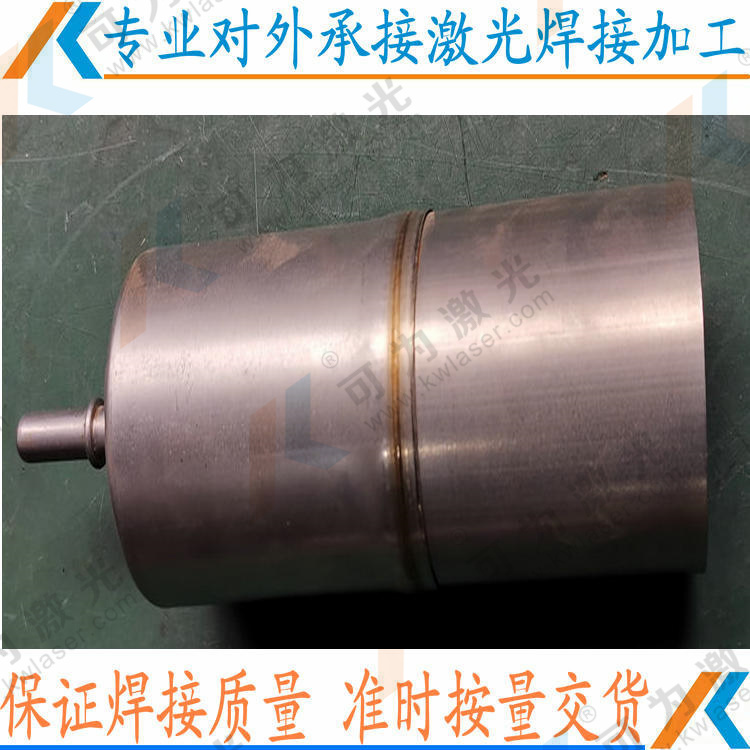
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
根據所用激光器及其工作方式的不同,常用的焊接方式有兩種,一種是脈沖激光焊,主要用于單點固定連續和簿件材料的焊接,焊接時形成一個個圓形焊點;另一種為連續激光焊,主要用于大厚件的焊接和切割,焊接過程中形成一條連續焊縫。 在焊接過程中,光束焦點位置是關鍵的控制工藝參數之一,在一定激光功率和焊接速度下,只有焦點處于位置范圍內才能獲得大熔深和好的焊縫形狀。

激光焊接是一種新型的焊接方法,重要針對薄壁資料、周詳整機的焊接,完成點焊、對接焊、疊焊、密封焊。具備高的深寬比,
焊縫寬度小,熱影響區小,變形小,焊接速度快。焊縫平坦、雅觀,焊后無需處置或只要簡略處置工序。焊縫質量高,無所孔,可
削減和優化母材雜質,構造焊后可細化,焊縫強度、韌性至多相當于乃至跨越母材金屬。準確節制,聚焦光點小,可高精度定位,
易完成自動化。可完成某些異種資料間的焊接

焊接不僅可以解決各種鋼材的連接,而且還可以解決鋁、銅等有色金屬及鈦、鋯等特種金屬材料的連接,因而已廣泛應用于機械制造、造船、海洋開發、汽車制造、石油化工、航天技術、原子能、電力、電子技術及建筑等部門。
隨著現代工業生產的需要和科學技術的蓬勃發展,焊接技術不斷進步。僅以新型焊接方法而言,到目前為止,已達數十種之多, 生產中選擇焊接方法時,不但要了解各種焊接方法的特點和選用范圍,而且要考慮產品的要求,然后還要根據所焊產品的結構、材料以及生產技術等條件作出初步選擇。

激光在現今的機械加工行業中應用十分廣泛,再加上由于激光技術具有焊接熱輸入低,焊接受熱區域影響小和不易變形等特點,因而在鋁合金焊接領域受到格外的重視。但是從另一方面來說,激光加工由于鋁合金的加工特點,在對鋁合金激光焊接加工時,會存在一些焊接難點。那么對于從事焊接加工的操作者來說,如何解決這些難題呢?
激光功率
激光焊接中存在一個激光能量密度閾值,低于此值,熔深很淺,一旦達到或超過此值,熔深會大幅度提高。只有當工件上的激光功率密度超過閾值(與材料有關),等離子體才會產生,這標志著穩定深熔焊的進行。如果激光功率低于此閾值,工件僅發生表面熔化,也即焊接以穩定熱傳導型進行。而當激光功率密度處于小孔形成的臨界條件附近時,深熔焊和傳導焊交替進行,成為不穩定焊接過程,導致熔深波動很大。激光深熔焊時,激光功率同時控制熔透深度和焊接速度。焊接的熔深直接與光束功率密度有關,且是入射光束功率和光束焦斑的函數。一般來說,對一定直徑的激光束,熔深隨著光束功率提高而增加。
聯系方式