加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
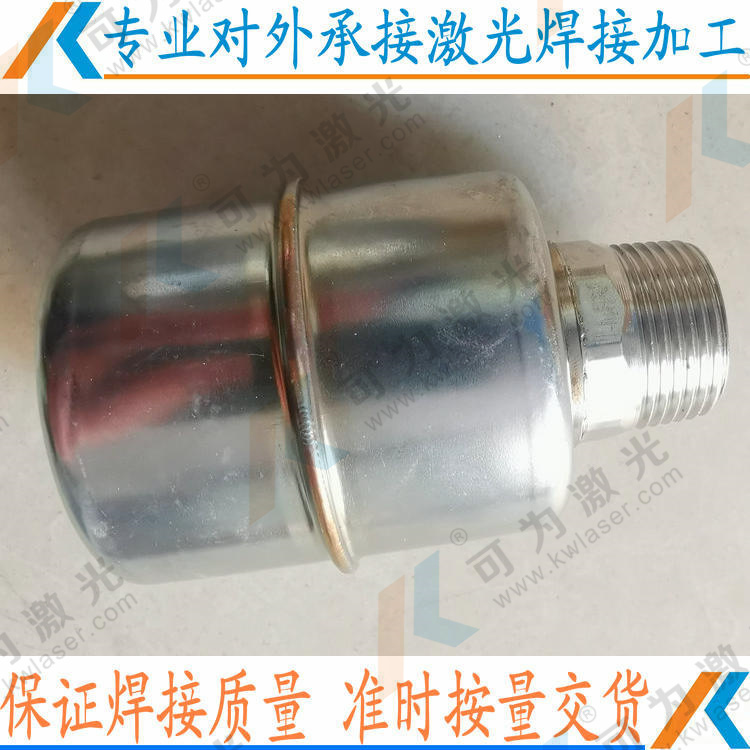
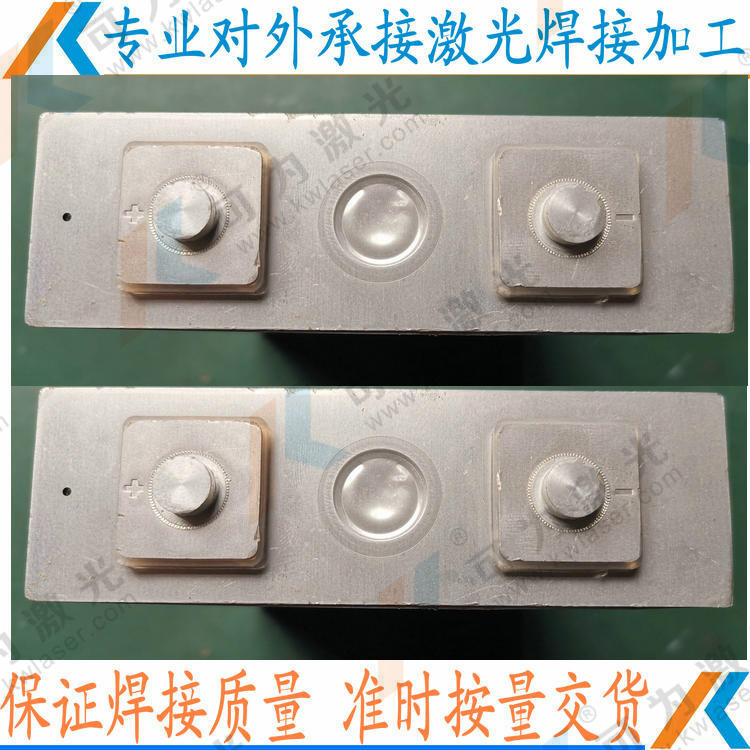
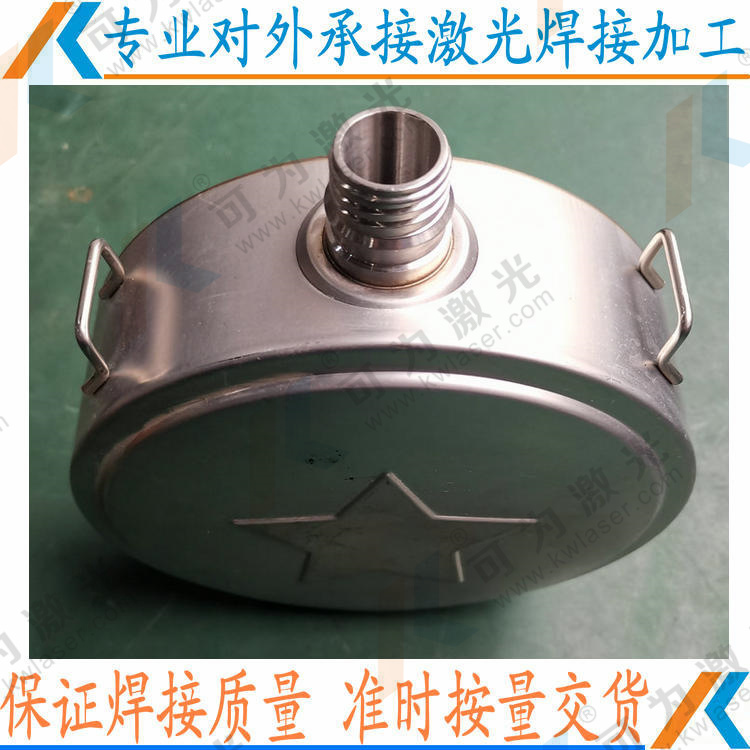
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
金屬焊接加工工藝的焊前準備工作:
1、操作者必須取得,才可從事焊接、切割工作;
2、檢查圖紙是否齊全,認真消化圖紙,確定所用焊條、焊接參數和阻焊順序;
3、檢查備料是否齊全,其尺寸是否符合圖紙要求;
4、檢查焊接場地10米內有無油類及其他易爆物品。臨時工地若有此類物品,而又必須再次操作時,應通知安計員到現場檢查,采取臨時性安全措施,并做好消防準備工作;
5、工作前應檢查焊機電源線、引出線及接線點是否良好;電焊機接零(地)線及電焊工作回線不準接到管道和機床設備上,工作回路線和電焊鉗把應絕緣良好,機殼接地必須符合安全規定,一切電路應立或隔離。
6、焊工操作必須遵守安全操作規程。
我中心有數臺激光焊接機可以批量完成訂單,無論客戶單量大小,我們都以高的質量,優的服務為你提供加工服務.
激光焊加工的計費沒有具體的計費標準,要看活大小和當地的人工費。一般0.2元起步,0.1~10元/個。
激光焊接通常需要一定的離焦量,因為激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平面上,功率密度分布相對均勻。離焦方式有兩種:正離焦與負離焦。焦平面位于工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應平面上功率密度近似相同,但實際上所獲得的熔池形狀不同。負離焦時,可獲得更大的熔深,這與熔池的形成過程有關。

激光與材料作用引起的物態變化:
金屬材料的激光加工主要是基于光熱效應的熱加工,激光輻照材料表面時,在不同的功率密度下,材料表面區域將發生各種不同的變化。這些變化包括表面溫度升高、熔化、汽化、形成匙孔以及產生光致等離子體等。而且,材料表面區域物理狀態的變化大的影響材料對激光的吸收。
激光功率密度較低、輻照時間較短時,金屬吸收的激光能量只能引起材料由表及里溫度升高,但維持固相不變。只要用于零件退火和相變硬化處理。

1、省空間、小型化的設計;
2、換燈免調光,日常維護更簡單;
3、模塊化設計, 易實現功能擴展。可實現點焊、對接焊、疊焊、密封焊等;
4、紅光對焦/指示,控制,聚焦光點小,實現高精度定位;
5、具備長時間穩定工作的能力,特別適合企業三班倒制長時間作業;
6、自我診斷、保護及預警功能;
7、提供多種行業夾具和控制方式,系統易于實現與自動生產線配套;
該振鏡式焊接機由YAG固體激光器、激光電源、光學掃描系統、平場聚焦系統、光纖耦合傳輸系統、計算機及可編程控制器、制冷系統、激光指示系統、操作機柜及三軸精密數控工作臺等組成。
在配備的激光焊接軟件后,焊接點或圖形可在軟件中直接輸入、編輯,也可將AutoCAD、CoreIDRAW等其它軟件編輯的點或圖形通過該軟件進行處理。
聯系方式