加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
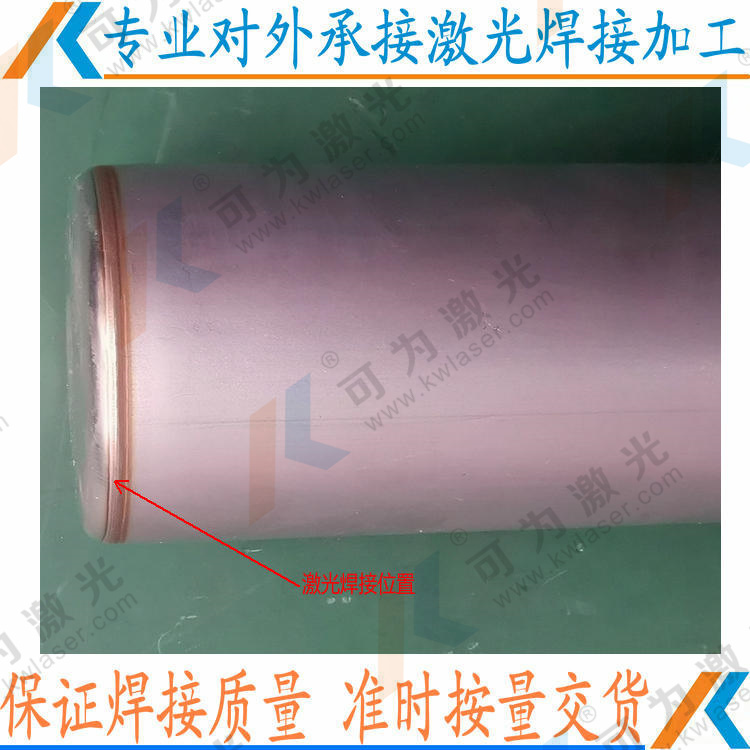
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
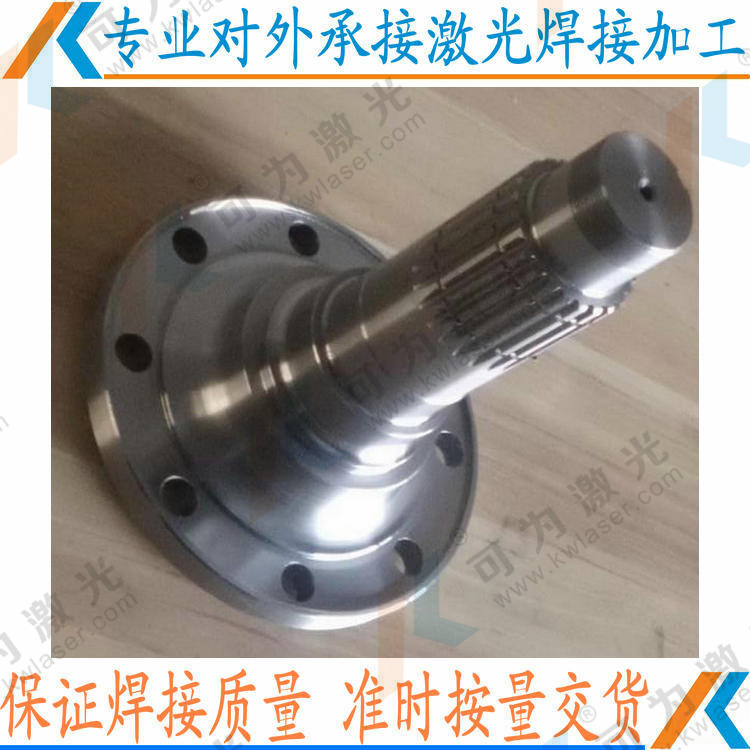
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
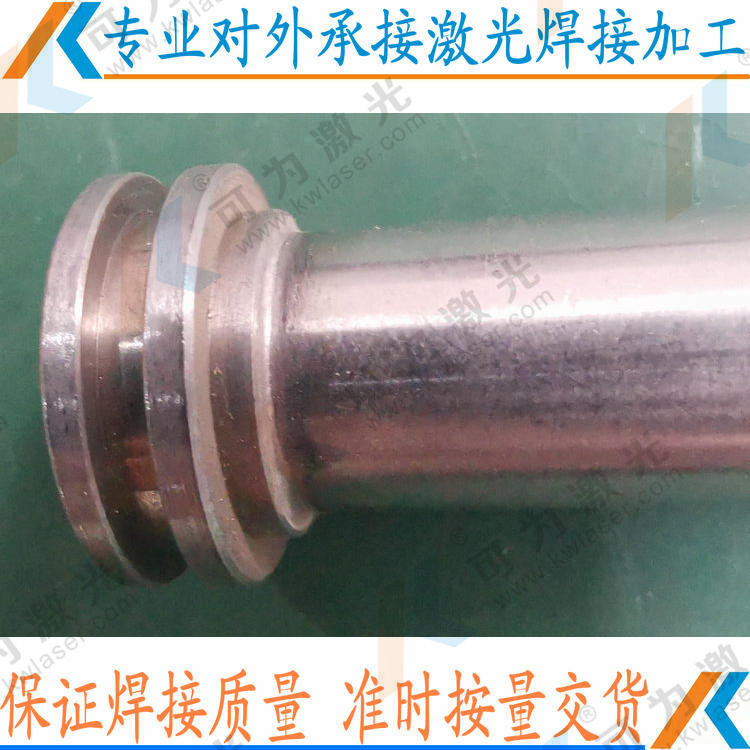
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
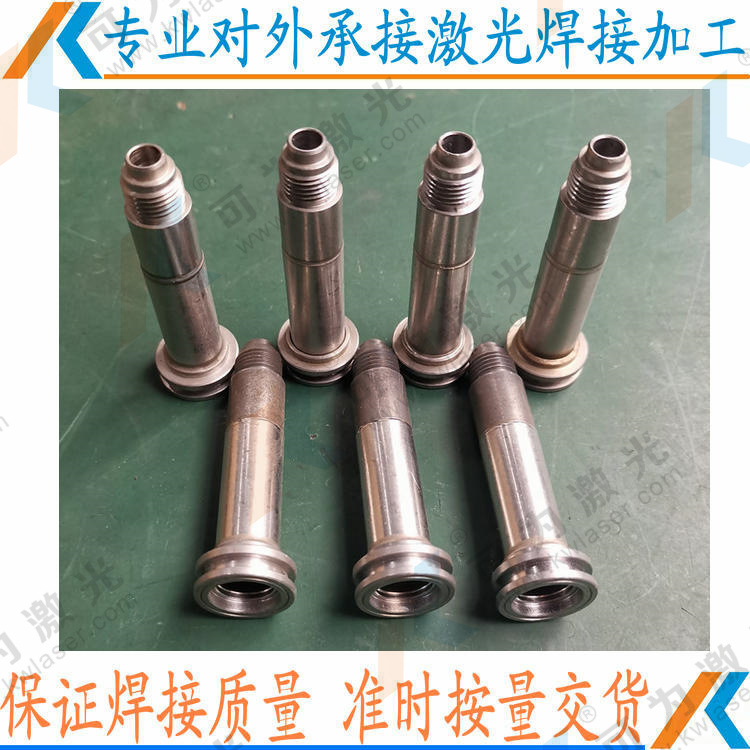
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
武漢五金焊接加工本公司承接各類焊接加工.主要加工類型有;點焊加工. 五金飾焊接加工 飾點焊加工 金屬點焊加工 金屬焊接加工異種金屬焊接加工 碰焊加工 激光加工 不銹鋼焊接加工 激光焊接加工.金屬焊接加工 激光點焊加工 飾焊接加工 金屬五金加工廠 五金焊接加工 碰焊加工 高精密焊接加工 鋁片焊接加工.不銹鋼焊接加工.異種金屬焊接加工.二氧化碳焊接加工.全自動焊接加工.輪焊加工.主要加工范圍:飾.表殼.表帶.不銹鋼.烏鋼.五金.電器開關.材質為銀.銅.鐵.鋁.等各種金屬材料.焊接強度好.表面無壓傷.不發黑.歡迎廣大客戶來料.來樣試板

激光焊接加工精度高,生產速度快,表面光潔度好,外形美觀大方。因此被更多的應用到眼鏡、五金電子、飾、衛浴廚具等精密焊接行業。
激光焊接加工流程是將具有優異的方向性、高亮度、高強度、高單色性、高相干性等特點的激光束輻射至 加工工件表面區域內,激光束經過光學系統聚焦后,其激光焦點的功率密度為104-107W/cm2,通過激光與被焊物的相互作用,在短的時間內使被焊處形成一個能高度集中的熱源區,熱能使被焊物區域熔化后冷卻結晶形成牢固的焊點和焊縫。
鋁合金激光焊接問題二:易產生氣孔和熱裂紋
鋁合金激光焊接過程中會輕易產生氣孔和熱裂紋的情況。
對于這個問題,解決方法主要有以下幾個方面:
1、在焊接過程中調整激光功率波形,可以減少氣孔不穩定塌陷,改變激光束照射的角度以及在焊接中施加磁場作用,也可以讓焊接時產生的氣孔得到有效控制。
2、在使用YAG激光器時,可以通過調整脈沖波形,控制熱輸入,以減少結晶裂紋。

激光焊接的質量控制
隨著激光的發展,激光焊接技術日益趨于成熟。然而,在實際焊接
現在元器件不斷向小型化發展,要求焊點小、焊接強度高、對加工點周圍熱影響區小。傳統的焊接工藝難以滿足要求,激光焊接可以實現。激光焊接的主要特點:
1.激光焊接擅長對薄壁材料,精密零件實現點焊、對接焊、疊焊、密封焊等。
2.焊點小,焊縫深寬比高,熱影響區域小,變形小,焊接速度快。
3.焊縫質量高,平整美觀、無氣,焊后材料韌性至少相當于母體材料。
4.氣密性高。可對異種、高溶屬進行焊接
5.電流波形任意調整,可根據焊材的不同設置不同的波形,使焊接參數和焊接要求相匹配,以達到好的焊接效果。
激光深熔焊接一般采用連續激光光束完成材料的連接,其冶金物理過程與電子束焊接為相似,即能量轉換機制是通過“小孔”(Key-hole)結構來完成的。在足夠高的功率密度激光照射下,材料產生蒸發并形成小孔。這個充滿蒸氣的小孔猶如一個黑體,幾乎吸收全部的入射光束能量,孔腔內平衡溫度達2500 0C左右,熱量從這個高溫孔腔外壁傳遞出來,使包圍著這個孔腔四周的金屬熔化。
聯系方式