激光功率 2000W
工作環境 溫度:5~35℃, 濕度:5~85%, 無凝水,無灰塵或灰塵較少
工作幅面 300*500
整機重量 280KG
是否進口 否
是否定制 可定制
焊接對象 金屬
工作模式 脈沖/連續
光纖長度 可定制
激光波長 1080nm
冷切方式 水冷
加工對象 皆可
工作方式 連續/調制
傳輸光纖心徑 50um
最小光斑 0.2mm
用途 焊接
作用原理 脈沖
激光焊接深度 ≤3.0
商品介紹
武漢可為激光成立之初,就確定了以技術創新為企業核心競爭力,穩定立足國內市場,努力開拓國際市場,并終成為全球激光設備供應商、制造商的發展戰略。
武漢可為激光重視對人才的培養與挽留,一直堅持“發現人,培養人,信任人,留住人”的人才戰略,為可為的發展和壯大培養并留住了一批在激光行業從研發、生產、銷售到服務整個環節都為精湛的人才,這也是可為未來發展的基礎保障。
焊接控制系統的集成是人與技術的集成和焊接技術與信息技術的集成。集成系統中信息流和物質流是其重要的組成部分,促進其有機地結合,可大大降低信息量和實時控制的要求。注意發揮人在控制和臨機處理的響應和判斷能力,建立人機圣誕的友好界面,使人和自動系統和諧統一,是集成系統的不可低估的因素。
激光焊接機又常稱為激光焊機、能量負反饋激光焊接機、雷射焊接機、鐳射焊機、激光冷焊機、激光氬焊機、激光焊接設備等。按其工作方式常可分為激光模具燒焊機(手動激光焊接設備)、自動激光焊接機、飾激光焊接機、激光點焊機、光纖傳輸激光焊接機、振鏡焊接機、手持式焊接機等,激光焊接設備有傳感器焊機、矽鋼片激光焊接設備、鍵盤激光焊接設備。
可焊接圖形有:點、直線、圓、方形或由AUTOCAD軟件繪制的任意平面圖形。

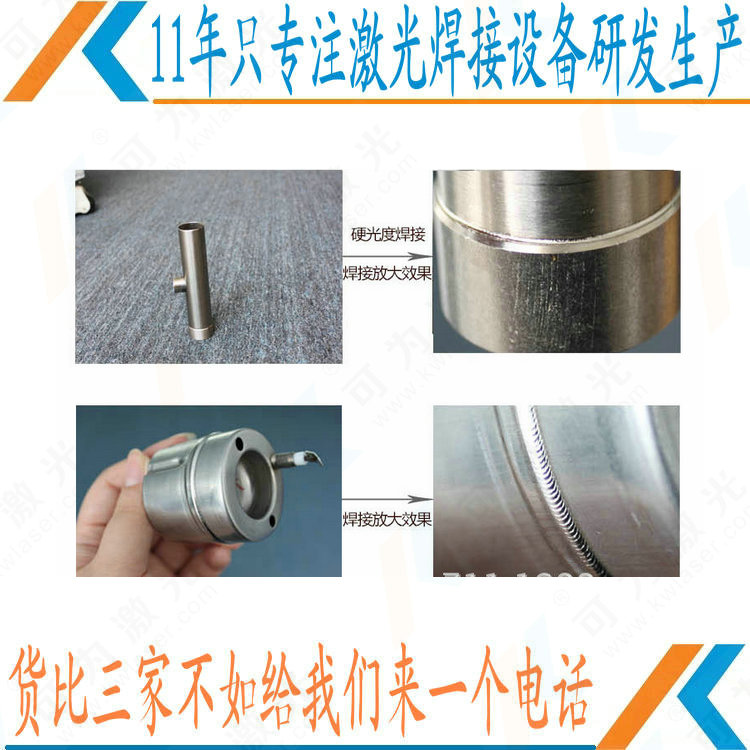
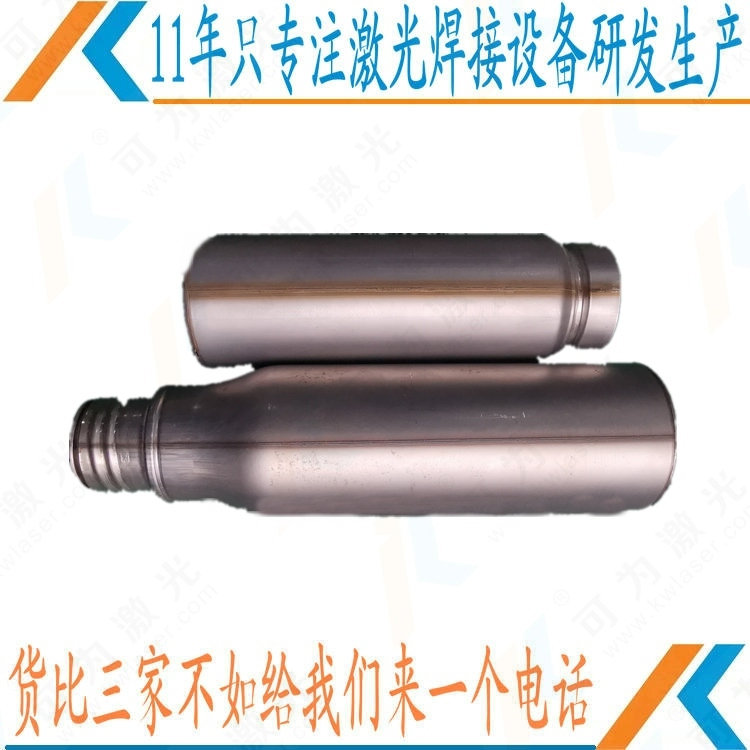
激光焊接是利用高能量的激光脈沖對材料進行微小區域內的局部加熱,激光輻射的能量通過熱傳導向材料的內部擴散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,主要針對薄壁材料、精密零件的焊接,可實現點焊、對接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區小、變形小,焊接速度快,焊縫平整、美觀,焊后無需處理或只需簡單處理,焊縫質量高,無氣孔,可控制,聚焦光點小,定位精度高,易實現自動化。
激光焊接在電子工業中,特別是微電子工業中得到了廣泛的應用。由于激光焊接熱影響區小、加熱集中迅速、熱應力低,因而正在集成電路和半導體器件殼體的封裝中,顯示出特的優越性,在真空器件研制中,激光焊接也得到了應用,如鉬聚焦與不銹鋼支持環、快熱陰燈絲組件等。傳感器或溫控器中的彈性薄壁波紋片其厚度在0.05-0.1mm,采用傳統焊接方法難以解決,TIG焊容易焊穿,等離子穩定性差,影響因素多而采用激光焊接效果很好,得到廣泛的應用。

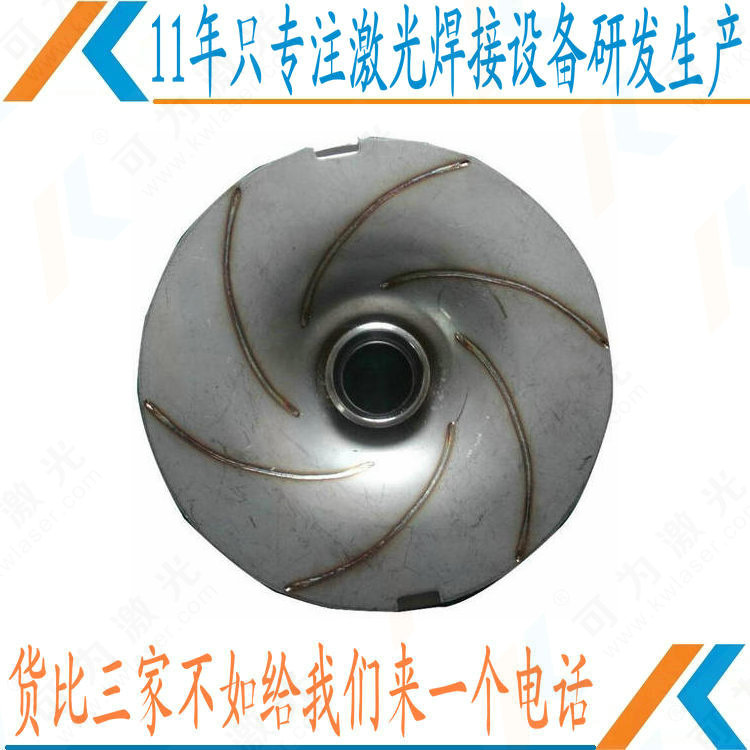
激光焊接機的自動化程度高焊接工藝流程簡單。非接觸式的操作方法能夠達到潔凈、環保的要求。采用激光焊接機加工工件能夠提高工作效率,成品工件外觀美觀、焊縫小、焊接深度大、焊接質量高。激光焊接機廣泛應用于牙科義齒的加工,鍵盤焊接,矽鋼片焊接,傳感器焊接,電池密封蓋的焊接等等方面。但激光焊接機的成本較高,對工件裝配的精度要求也較高,在這些方面仍有局限性。
在20世界70年代以前,由于高功率連續波形(CW)激光器尚未開發出來,所以研究重點集中在脈沖激光焊接(PW)上。早期的激光焊接研究實驗大多數是利用紅寶石脈沖激光器,1ms脈沖典型的峰值輸出功率Pm為5KW左右,脈沖能量為1~5J,脈沖頻率就小于等于1赫茲。當時雖然能夠活的較高的脈沖能量,但這些激光器的平均輸出功率P卻相當低,這主要是由激光器很低的工作效率和發光物質的受激性狀決定。激光器由于具有較高的平均功率,在它出現之后很快就成為點焊和縫焊的優選設備,其焊接過程是通過焊點搭接而進行的,直到1KW以上的連續功率波形激光器誕生以后具有真正意義的激光縫焊才得以實現。
售前服務
1、派專員為用戶介紹國內、國外起重機行業執行標準,介紹我廠的產品特點及概況,為用戶選擇價廉的產品并提供決策素材料。
2、技術方案,派技術人員、商務人員進行技術交流、商務交底。可以
組織貴公司人員來廠考察。 在整個投標過程前后及時提品的性能、 特點、方案設計圖紙以及各種參數, 積配合好貴公司選擇滿意的產品制造商。 即使由于其它各方面因素, 沒有選擇我廠的產品, 我廠也愿意就此項目為貴公司提供技術咨詢,以便貴公司采購到技術、價格合理、性能可靠的產品。
聯系方式