武漢可為承接全國(guó)激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強(qiáng)度
焊接工藝:連續(xù)自動(dòng)激光焊接加工
焊接設(shè)備:多臺(tái)四維自動(dòng)激光焊接機(jī),手持激光焊接設(shè)備
打樣報(bào)價(jià):2個(gè)樣板之內(nèi),免費(fèi)打樣報(bào)價(jià)格
交期服務(wù):專人跟單,根據(jù)訂單數(shù)量3-5天交貨
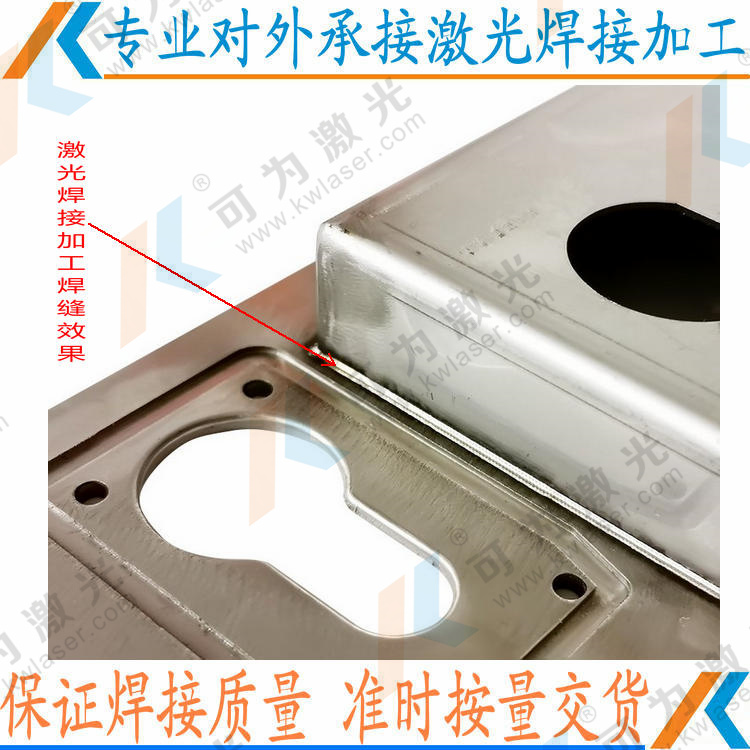
焊接品質(zhì):激光是細(xì)微局部融化焊接,焊點(diǎn)小、深寬比大,焊道漂亮,滿足了焊接產(chǎn)品外觀和強(qiáng)度
武漢可為加工優(yōu)勢(shì):多臺(tái)自主研發(fā)激光焊接機(jī),滿足焊接產(chǎn)品品質(zhì)和產(chǎn)能交期的要求
激光焊接加工的價(jià)格
答:做加工的利潤(rùn)不高,表象上看沒(méi)有那什么一個(gè)物件給您,實(shí)際激光焊接加工里面費(fèi)用也是很高的。我們的激光焊接加工的價(jià)格這樣來(lái)計(jì)算的:
激光焊接加工的量(如果需要焊接產(chǎn)品的量只要上百個(gè)就算量了,激光焊接的因?yàn)榫雀撸谄鸪鹾附又熬托枰艿漠a(chǎn)品工件定位。而這個(gè)定位包括拿放工件產(chǎn)品都是需要時(shí)間和人來(lái)完成,當(dāng)然做好以上的工序,一個(gè)個(gè)上料焊接的時(shí)間也是很快的,那如果沒(méi)有量做幾個(gè)的話。請(qǐng)問(wèn)這個(gè)時(shí)間是不是費(fèi)用?有量的話這個(gè)消耗掉的時(shí)間也就是量這個(gè)上面忽略不計(jì)了)

采用激光焊接加工具有以下優(yōu)點(diǎn):
1、激光束具有高的功率密度,導(dǎo)致焊接速度快,變形小,可焊接鈦、石英等難以焊接的 材料;
2、光束易于傳輸和控制,無(wú)需更換焊炬、噴嘴等,減少停機(jī)時(shí)間,提高了生產(chǎn)效率。
3、冷卻速度快,焊縫強(qiáng)度高,綜合性能好。

激光焊接的工作原理
激光焊接是將具有優(yōu)異的方向性、高亮度、高強(qiáng)度、高單色性、高相干性等特點(diǎn)的激光束輻射至加工工件表面區(qū)域內(nèi),激光束經(jīng)過(guò)光學(xué)系統(tǒng)聚焦后,其激光焦點(diǎn)的功率密度為104-107W/cm2,通過(guò)激光與被焊物的相互作用,在短的時(shí)間內(nèi)使被焊處形成一個(gè)能高度集中的熱源區(qū),熱能使被焊物區(qū)域熔化后冷卻結(jié)晶形成牢固的焊點(diǎn)和焊縫。根據(jù)所用激光器及其工作方式的不同,常用的激光焊接方式有兩種,一種是脈沖激光焊,主要用于單點(diǎn)固定連續(xù)和簿件材料的焊接,焊接時(shí)形成一個(gè)個(gè)圓形焊點(diǎn);另一種為連續(xù)激光焊,主要用于大厚件的焊接和切割,焊接過(guò)程中形成一條連續(xù)焊縫。就一般而論,焊接材料的選擇、激光焊接機(jī)的選擇,加工工作臺(tái)的選擇,是影響激光焊接效果的主要因素。而對(duì)于焊接過(guò)程中熔化現(xiàn)象能否產(chǎn)生和產(chǎn)生的強(qiáng)弱程度則主要取決于激光作用材料表面的時(shí)間、功率密度和峰值功率,控制好上述各參數(shù)就可利用激光進(jìn)行各種不同的焊接加工。激光焊接中,光束焦點(diǎn)位置是關(guān)鍵的控制工藝參數(shù)之一,在一定激光功率和焊接速度下,只有焦點(diǎn)處于好位置范圍內(nèi)才能獲得大熔深和好的焊縫形狀。
激光焊接加工精度高,生產(chǎn)速度快,表面光潔度好,外形美觀大方。因此被更多的應(yīng)用到眼鏡、五金電子、飾、衛(wèi)浴廚具等精密焊接行業(yè)。
激光焊接加工流程是將具有優(yōu)異的方向性、高亮度、高強(qiáng)度、高單色性、高相干性等特點(diǎn)的激光束輻射至 加工工件表面區(qū)域內(nèi),激光束經(jīng)過(guò)光學(xué)系統(tǒng)聚焦后,其激光焦點(diǎn)的功率密度為104-107W/cm2,通過(guò)激光與被焊物的相互作用,在短的時(shí)間內(nèi)使被焊處形成一個(gè)能高度集中的熱源區(qū),熱能使被焊物區(qū)域熔化后冷卻結(jié)晶形成牢固的焊點(diǎn)和焊縫。
早期的激光焊接研究實(shí)驗(yàn)大多數(shù)是利用紅寶石脈沖激光器,當(dāng)時(shí)雖然能夠獲得較高的脈沖能量,但是這些激光器的平均輸出功率相當(dāng)?shù)停@主要是由激光器很低的工作效率和發(fā)光物質(zhì)的受激性所決定的。激光焊接主要使用CO2激光器和YAG激光器,YAG激光器由于具有較高的平均功率,在它出現(xiàn)之后就成為激光點(diǎn)焊和激光縫焊的優(yōu)選設(shè)備。激光焊接與電子束焊接的顯著區(qū)別在于激光輻射不能產(chǎn)生穿孔焊接方式。而實(shí)際上,當(dāng)激光脈沖能量密度達(dá)到10的6次方W/CM2時(shí),就會(huì)在被焊接金屬材料焊接界面上形成焊孔,小孔的形成條件得到滿足,從而就可以利用激光束進(jìn)行深熔焊接。