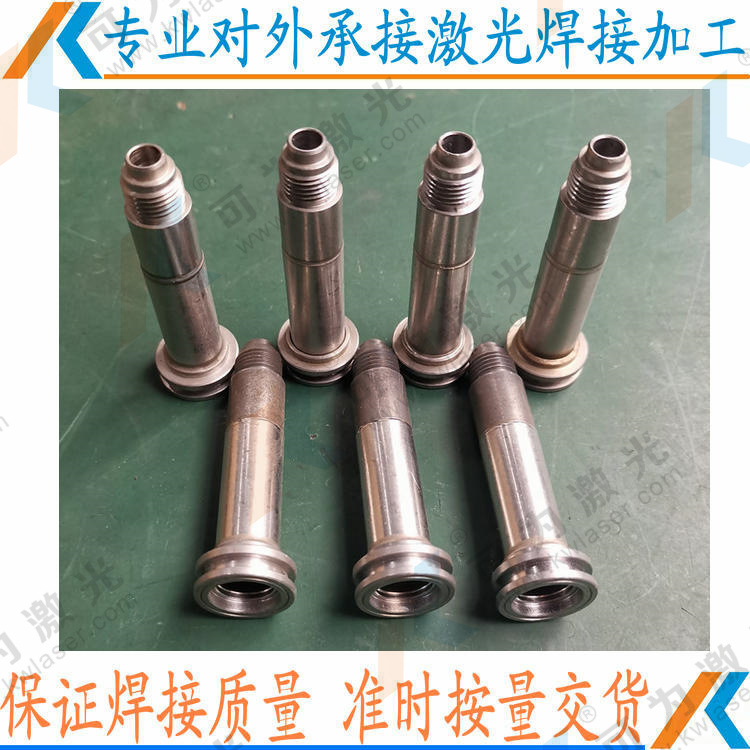
加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
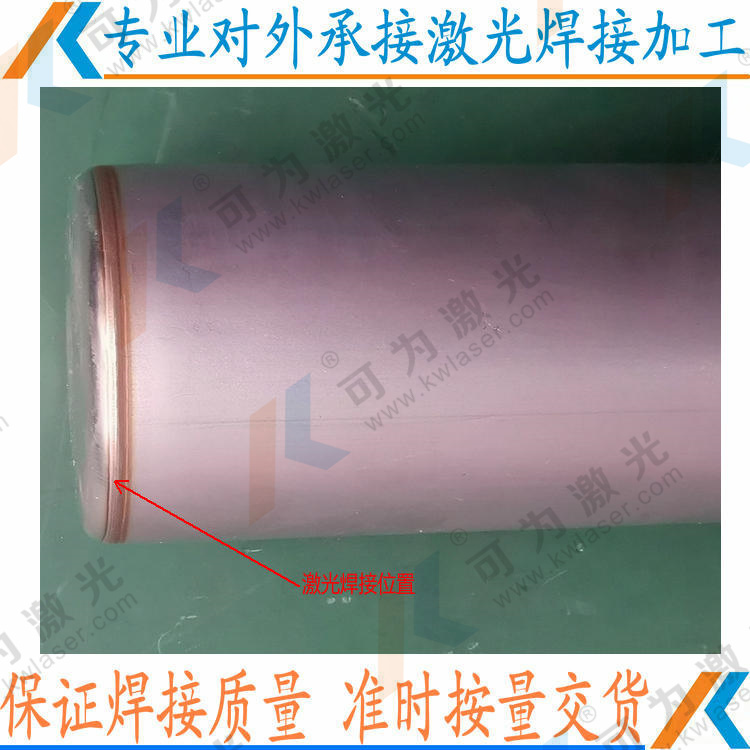
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
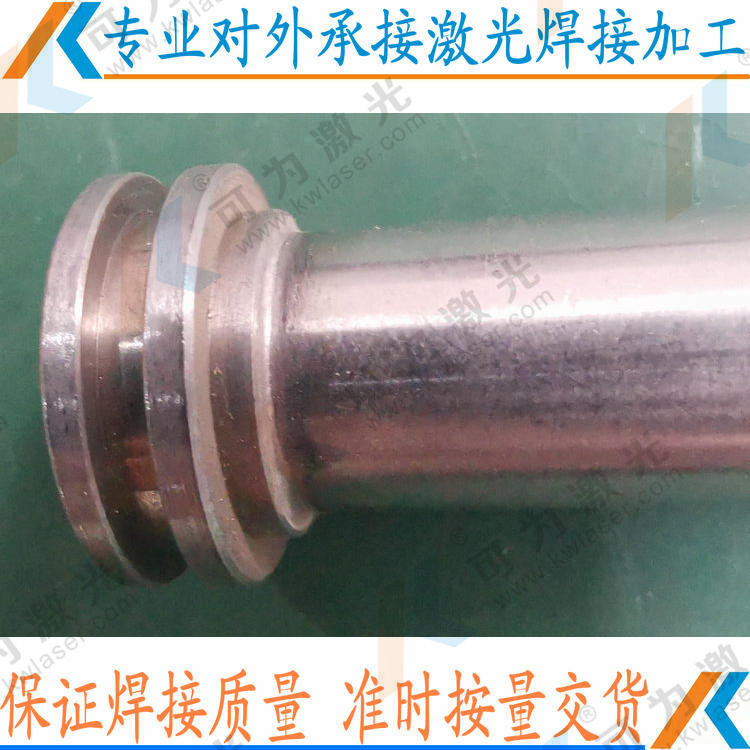
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
激光焊接加工的價格
答:做加工的利潤不高,表象上看沒有那什么一個物件給您,實際激光焊接加工里面費用也是很高的。我們的激光焊接加工的價格這樣來計算的:
激光焊接加工的量(如果需要焊接產品的量只要上百個就算量了,激光焊接的因為精度高,在起初焊接之前就需要很的產品工件定位。而這個定位包括拿放工件產品都是需要時間和人來完成,當然做好以上的工序,一個個上料焊接的時間也是很快的,那如果沒有量做幾個的話。請問這個時間是不是費用?有量的話這個消耗掉的時間也就是量這個上面忽略不計了)

再進一步提高功率密度和加長輻照時間,材料表面強烈汽化,形成較高電離度的等離子體,這種致密的等離子體可逆著光束入射方向傳輸,對激光有屏蔽作用,大大降低激光入射到材料內部的能量密度。在較大的蒸氣反作用力下,熔化的金屬內部形成小孔,通常稱之為匙孔,匙孔的存在有利于材料對激光吸收。這一階段可用于激光深熔焊接、切割和打孔、沖擊硬化等。
不同條件下,不同波長激光照射不同金屬材料,每一階段的功率密度的具體數值會存在一定的差異。
就材料對激光的吸收而言,材料的汽化是一個分界線。當材料沒有發生汽化時,不論處于固相還是液相,其對激光的吸收僅隨表面溫度的升高而有較慢的變化;而一旦材料出現汽化并形成等離子體和匙孔,材料對激光的吸收則會突然發生變化。
焊接加工安全技術要求:
1、防止觸電:焊接時穿戴好絕緣手套、絕緣鞋或靴。檢查焊接設備接地的可靠性。不得戴潮濕手套拉電門、電閘。焊機起動后,若發現異常應先切斷電源,再作處理。焊鉗、焊、焊線都應是絕緣良好,以防與焊件短路,燒毀焊機或其它設備;
2、預防灼傷、弧傷:焊接時,應穿帆布衣褲,進行全位置焊接時,可改穿皮衣褲、戴皮袖套。進行仰焊時,戴能遮蓋頸部的工作帆布帽。腳部應用帆布或皮革制成的腳搭保護。焊接時必須戴皮手套,戴防護眼鏡。高空作業時,應防止飛濺和焊條頭下面的工作人員;
3、預防氣體、煙塵危害:在艙內作業時,應穿戴靜電防護口罩。焊接工作場所應有良好的通風設備。在船體雙層底艙內或其它容器中進行焊接時,應配置抽風機進行換氣。遵義焊接加工提醒您,焊接時產生的氣體和煙塵也是不能忽視的。
各種類精密模具.鈹銅模.精致不銹鋼制品.五金配件.鐘表帶殼. 精密機械零部件.各行業金屬制品.激光焊接加工.
設備在30倍數放大鏡下作業,確保.精益求精,針對.深.窄.縫.薄.細.幼.微.適合高要求焊接需求.焊斑點0.15mm寬.發熱面小.不下陷.不變型.優點. 適合各行業金屬精密焊接需求,焊后表面精細.結白.平整.美觀.焊完無需煩瑣處理. 不需處理或只需簡單處理工序.慳時慳工.高要求.高品質…..
激光焊接是利用高能量密度的激光束作為熱源的一種精密焊接方法。激光焊接是激光材料加工技術應用的重要方面之一。20世紀70年代主要用于焊接薄壁材料和低速焊接,焊接過程屬熱傳導型,即激光輻射加熱工件表面,表面熱量通過熱傳導向內部擴散,通過控制激光脈沖的寬度、能量、峰值功率和重復頻率等參數,使工件熔化,形成特定的熔池。由于其特的優點,已成功應用于微、小型零件的精密焊接中。
聯系方式