加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
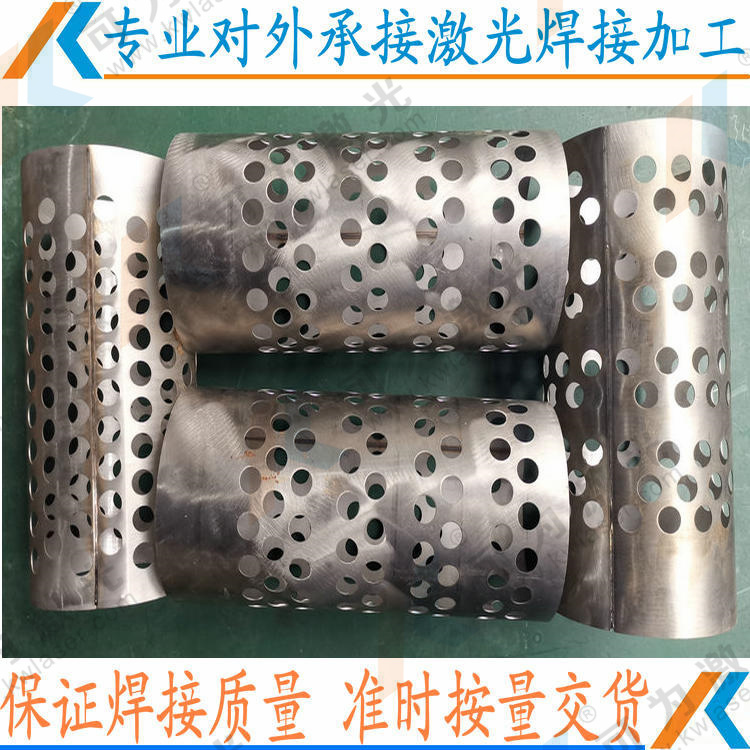
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
焊接加工安全技術要求:
1、防止觸電:焊接時穿戴好絕緣手套、絕緣鞋或靴。檢查焊接設備接地的可靠性。不得戴潮濕手套拉電門、電閘。焊機起動后,若發現異常應先切斷電源,再作處理。焊鉗、焊、焊線都應是絕緣良好,以防與焊件短路,燒毀焊機或其它設備;
2、預防灼傷、弧傷:焊接時,應穿帆布衣褲,進行全位置焊接時,可改穿皮衣褲、戴皮袖套。進行仰焊時,戴能遮蓋頸部的工作帆布帽。腳部應用帆布或皮革制成的腳搭保護。焊接時必須戴皮手套,戴防護眼鏡。高空作業時,應防止飛濺和焊條頭下面的工作人員;
3、預防氣體、煙塵危害:在艙內作業時,應穿戴靜電防護口罩。焊接工作場所應有良好的通風設備。在船體雙層底艙內或其它容器中進行焊接時,應配置抽風機進行換氣。遵義焊接加工提醒您,焊接時產生的氣體和煙塵也是不能忽視的。

鋁合金激光焊接問題二:易產生氣孔和熱裂紋
鋁合金激光焊接過程中會輕易產生氣孔和熱裂紋的情況。
對于這個問題,解決方法主要有以下幾個方面:
1、在焊接過程中調整激光功率波形,可以減少氣孔不穩定塌陷,改變激光束照射的角度以及在焊接中施加磁場作用,也可以讓焊接時產生的氣孔得到有效控制。
2、在使用YAG激光器時,可以通過調整脈沖波形,控制熱輸入,以減少結晶裂紋。

提供焊接加工,激光焊接、激光打標、激光點焊、金屬精密焊接,擁有全自動激光焊接機系列、激光打標機系列等激光加工設備,提供激光加工服務。激光焊接機能量穩定---保每個產品的質量;加上我公司有一支經驗豐富的焊接,使每個加工產品質量一致,滿足客戶的需求。
應用領域:廣泛用于航空,航天,電子通訊,數碼產品,五金,,儀表,汽車,體育用品等行業;主要應用包括手機屏蔽罩,金屬手機外殼,MP4外殼,傳感器 金屬電容器外殼,硬盤,微電機,光纖偶合器件,鋰電池,鋁制品,鐘表,眼鏡,電子元器件,工藝品等產品的激光精密焊接、打標加工。
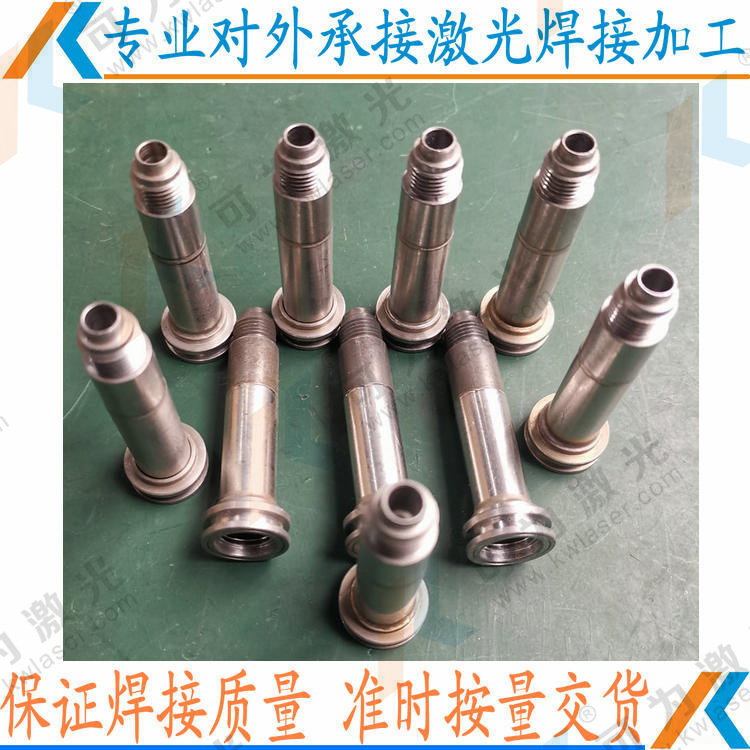
激光焊接加工精度高,生產速度快,表面光潔度好,外形美觀大方。因此被更多的應用到眼鏡、五金電子、飾、衛浴廚具等精密焊接行業。
激光焊接加工流程是將具有優異的方向性、高亮度、高強度、高單色性、高相干性等特點的激光束輻射至 加工工件表面區域內,激光束經過光學系統聚焦后,其激光焦點的功率密度為104-107W/cm2,通過激光與被焊物的相互作用,在短的時間內使被焊處形成一個能高度集中的熱源區,熱能使被焊物區域熔化后冷卻結晶形成牢固的焊點和焊縫。
光束不斷進入小孔,小孔外的材料在連續流動,隨著光束移動,小孔始終處于流動的穩定狀態。
就是說,小孔和圍著孔壁的熔融金屬隨著前導光束前進速度向前移動,熔融金屬充填著小孔移開后留下的空隙并隨之冷凝,焊縫于是形成。上述過程的所有這一切發生得如此快,使焊接速度很容易達到每分鐘數米。
聯系方式