加工材質 不銹鋼、鋁合金、銅鎳合金、鈦合金、可伐合金
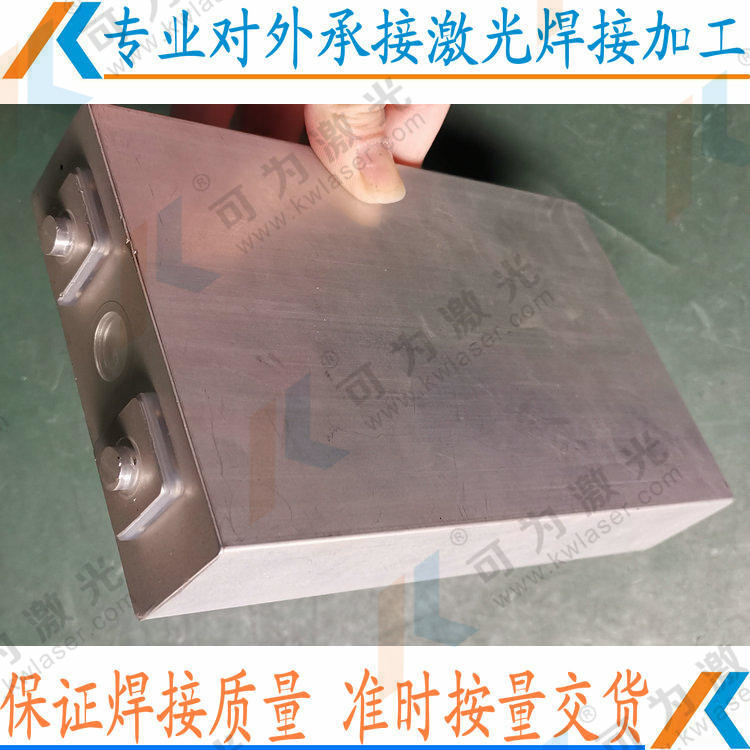
焊接優勢 無熱損傷、無熱變形
焊接工件重量 ≤20kg
焊接工件大小 300*250*300mm
焊接服務范圍 全國
打樣周期 24小時
加工地點 全國有辦事處
焊接方式 激光自溶焊
總部地址 武漢
商品介紹
武漢可為承接全國激光焊接加工
焊接材料:合金鋼、不銹鋼、生鐵、鋁合金、鈹銅、黃銅、鈦合金、鎳合金等激光焊接加工
焊接要求:焊接位置和焊接外觀,以及焊接強度
焊接工藝:連續自動激光焊接加工
焊接設備:多臺四維自動激光焊接機,手持激光焊接設備
打樣報價:2個樣板之內,免費打樣報價格
交期服務:專人跟單,根據訂單數量3-5天交貨
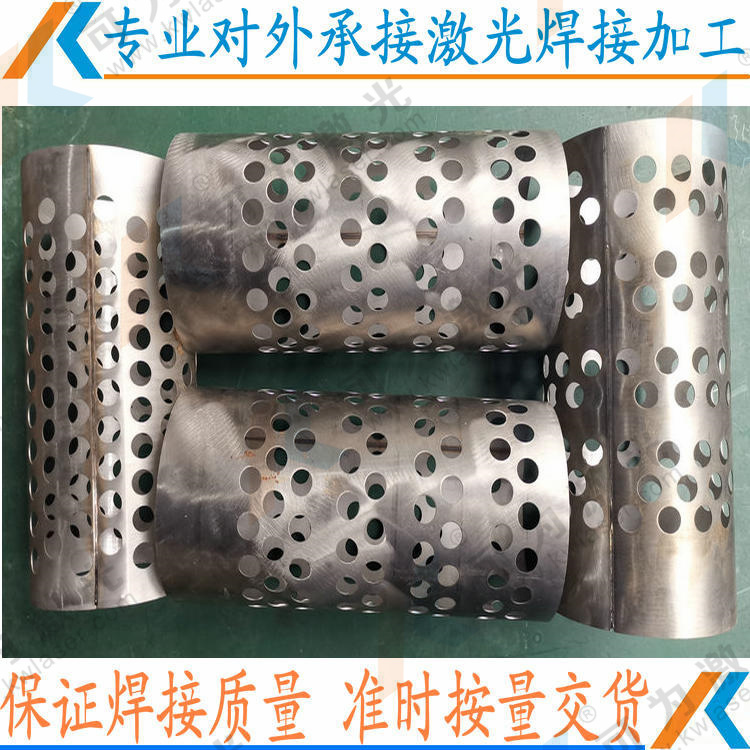
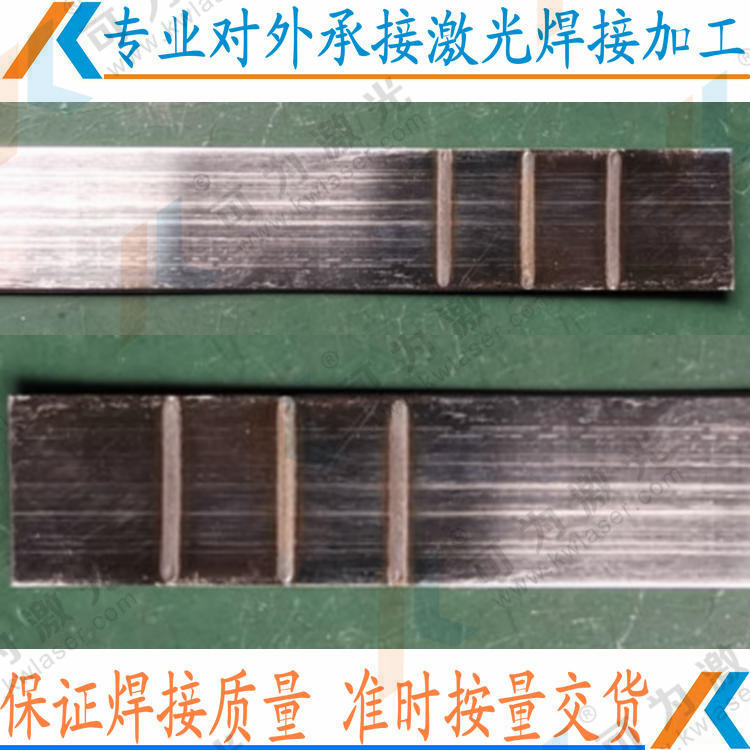
焊接品質:激光是細微局部融化焊接,焊點小、深寬比大,焊道漂亮,滿足了焊接產品外觀和強度
武漢可為加工優勢:多臺自主研發激光焊接機,滿足焊接產品品質和產能交期的要求
根據所用激光器及其工作方式的不同,常用的焊接方式有兩種,一種是脈沖激光焊,主要用于單點固定連續和簿件材料的焊接,焊接時形成一個個圓形焊點;另一種為連續激光焊,主要用于大厚件的焊接和切割,焊接過程中形成一條連續焊縫。 在焊接過程中,光束焦點位置是關鍵的控制工藝參數之一,在一定激光功率和焊接速度下,只有焦點處于位置范圍內才能獲得大熔深和好的焊縫形狀。
激光焊接、激光點焊:手機外殼、數碼相機、合金電池等不銹鋼五金件焊接,鋁合金手機外殼、銅材、金銀手飾品等金屬材料焊接,與各種異類金屬材料焊接,可以任何角度點焊、對焊、穿透焊、密封焊、斷環焊接加工,焊點小,焊縫細、平滑美觀、不添加焊料、無污染、速度快,工作幅面大(300mm*300mm), 焊接厚度為0.03mm~2.0mm。

我中心有數臺激光焊接機可以批量完成訂單,無論客戶單量大小,我們都以高的質量,優的服務為你提供加工服務.
激光焊加工的計費沒有具體的計費標準,要看活大小和當地的人工費。一般0.2元起步,0.1~10元/個。
激光焊接通常需要一定的離焦量,因為激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平面上,功率密度分布相對均勻。離焦方式有兩種:正離焦與負離焦。焦平面位于工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應平面上功率密度近似相同,但實際上所獲得的熔池形狀不同。負離焦時,可獲得更大的熔深,這與熔池的形成過程有關。

激光焊接加工精度高,生產速度快,表面光潔度好,外形美觀大方。因此被更多的應用到眼鏡、五金電子、飾、衛浴廚具等精密焊接行業。
激光焊接加工流程是將具有優異的方向性、高亮度、高強度、高單色性、高相干性等特點的激光束輻射至 加工工件表面區域內,激光束經過光學系統聚焦后,其激光焦點的功率密度為104-107W/cm2,通過激光與被焊物的相互作用,在短的時間內使被焊處形成一個能高度集中的熱源區,熱能使被焊物區域熔化后冷卻結晶形成牢固的焊點和焊縫。
激光脈沖波形。 激光脈沖波形在激光焊接中是一個重要問題,尤其對于薄片焊接更為重要。
當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。
聯系方式