介質 LNG
規格 2—200立方
工作壓力 0.8MPa
形式 立、臥
直徑 2800mm
高度 7600mm
運輸 汽運
發貨城市 遼陽
包裝 運輸需求
材質 S30408
外膽材質 Q345R
試壓壓力 0.96
設計類型 II類
設計溫度 -196°
外筒溫度 50°
試壓介質 氮氣
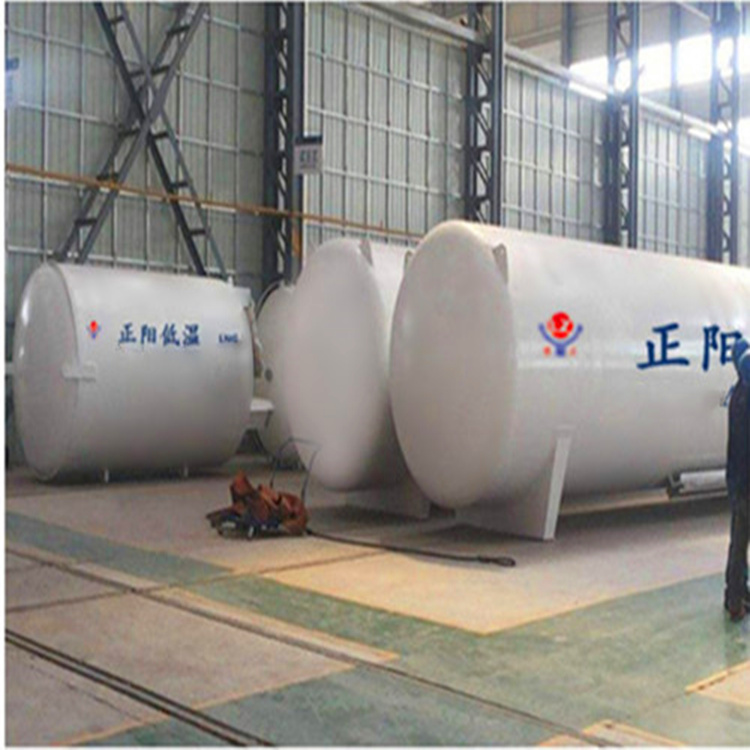
外觀 白色
閥門 低溫截止閥
商品介紹
遼陽正陽低溫是生產低溫儲罐企業,擁有一、二、三類壓力容器的設計制造能力和,制造低溫液體儲罐品種有:液氧儲罐、液氬儲罐、液氮儲罐、二氧化碳儲罐、液化天然氣儲罐、丙烷儲罐、甲烷儲罐液化石油氣儲罐等,針對氣體充裝站生產的汽化器、低溫液體泵、氣體匯流排等成套設備,針對集中供氣系統的配套設備有汽化器、減壓裝置、增壓泵、緩沖罐等。以高科技精密制造的產品。產品適用于鋼鐵、冶金、結構、化學工業、制藥、食品、玻璃、民用、事業、等行業。
lng儲罐內膽加工工藝制作
1、內膽與外殼組對:將內膽與外殼實施裝配,后將外殼封頭與外筒體組對,外封頭與外筒體采用氬弧焊打底自動焊蓋面工藝。外封頭與外筒體焊縫實施超聲檢測。
2、預處理:對珠光砂實施脫水處理,對夾套里頭實施熱氮氣置換處理
3、夾套壓力試驗及氦檢漏:對夾套用氮氣開展壓力試驗,用氦質譜檢漏儀對夾套實施負壓氦檢漏
4、裝珠光砂:采用負壓填充及正壓打牢加固相結合的工藝實施裝沙
5、抽真空:用真空泵對夾套開展抽真空
6、配管及噴漆:配外部管路及噴漆

LNG儲罐生產制作
1、下料:不銹鋼鋼板來料后復驗,復驗合格后才可以實施下料,下料在數控等離子切割機上實施,嚴格保證了筒節的幾何尺寸。2、卷筒:在上棍式卷板機上實施卷筒,筒體幾何尺寸均符合GB150-2011的規定3、縱縫焊接:用埋弧自動焊開展焊接4、X射線檢測:內膽開展X射線檢測,外殼開展≥20%射線檢測
5、內膽一封頭與筒體組對:用埋弧焊自動焊開展焊接,焊接完成以后開展X射線檢測,檢測合格后對內膽的內表面開展脫脂處理及酸洗鈍化處理6、組裝內膽的另一封頭:用埋弧自動焊焊接內膽筒體和第二個封頭,并組配個接管(接管在數控彎管及上開展彎制)
7、內膽壓力試驗及氦檢漏:對內膽用氮氣開展壓力試驗
8、內膽氦檢漏:用氦質譜檢漏儀對內膽實施負壓氦檢漏1
9、內膽脫脂處理及酸洗鈍化,外殼噴砂除銹:對內膽外表面開展脫脂處理及酸洗鈍化處理,將外殼筒體和封頭內、外表面實施噴砂除銹,除銹等級符合SA2 1/2(十分徹底的噴射或拋射除銹,鋼材表面會無可見的油脂、污垢,氧化皮、鐵銹和油漆涂層等附著物。

Lng儲罐預冷目的:檢驗和測試低溫設備和管道的低溫性能
1,檢驗低溫材料質量是否合格。
2,檢驗焊接質量。
3,檢驗管道冷縮量和管托支撐變化。
4,檢驗低溫閥門的密封性。
5,使儲罐達到工作狀態,測試儲罐真空性能。

LNG儲罐卸車進液流程操作步驟:
槽車內LNG通過管道連接經過進液總管注入到儲罐內剛開始卸液時先開啟儲罐頂部進液閥,LNG由儲罐的頂部進液口注入儲罐內,儲罐內部的頂部進液管為噴淋狀態,通過噴灑低溫LNG可以有效的降低儲罐內的溫度和壓力。但當槽車內LNG總量少于3噸時須將頂部進液閥關閉,因為槽車內的LNG少于3噸后會有氣液混合通過管道進入儲罐內造成儲罐快速升壓而影響卸車,而開啟底部進液閥后切換至由底部進液口卸液后氣液混合要通過儲罐內大量LNG的冷卻轉換為液態,既能阻止儲罐快速升壓又能徹底完成卸車。
我們真誠的希望與同行業的朋友精誠合作!愿我們共同攜手拼搏、奮斗、共創輝煌!
聯系方式